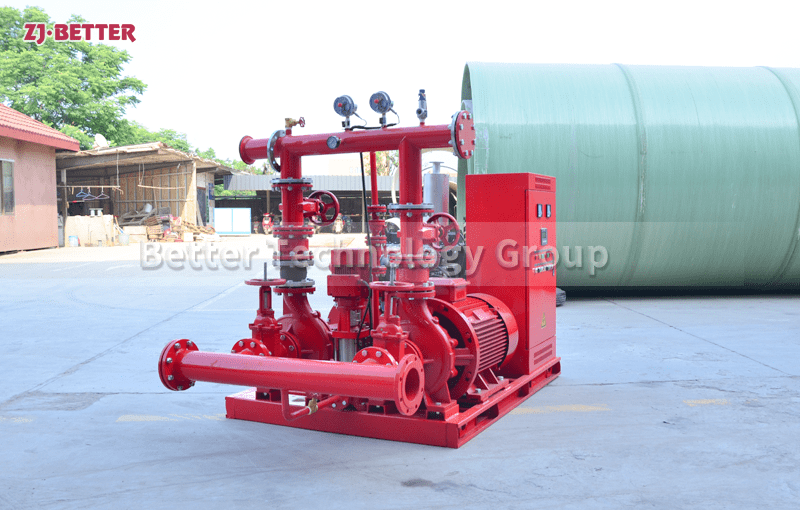
Diesel Fire Pump System with Control Panel and Filtration Unit
Diesel fire pump systems with control cabinets and filtration devices have independent power, automatic control, and multi-stage filtration functions, ensuring stable water supply in the event of a power outage. They are widely used in industrial and building fire protection systems.
Diesel fire pump systems with control cabinets and filtration devices are core equipment in modern fire water supply systems. They primarily provide stable and reliable fire water supply in emergencies such as power outages or mains power failures. Widely used in various high-rise buildings, industrial plants, petrochemical facilities, large warehousing and logistics centers, and critical infrastructure projects, they play a crucial role in providing emergency backup power and continuous water supply within the overall fire protection system design. Driven by a diesel engine, the centrifugal fire pump operates independently of external power, ensuring normal operation even in extreme conditions. This independence makes it an indispensable component of fire safety systems, especially crucial in environments with extremely high safety requirements. These systems are typically powered by diesel engines. The system comprises a motor, fire pump body, control cabinet, fuel system, cooling system, exhaust system, and multi-stage filtration device. Through highly integrated design, it achieves stable and efficient operation. The diesel engine, as the core power source, possesses strong output capacity and excellent durability, maintaining stable power output under prolonged high-load operation. This ensures the fire pump continuously provides sufficient flow and pressure to meet firefighting needs in emergencies. The fire pump typically employs a high-efficiency centrifugal pump structure, with optimized hydraulic model design ensuring efficient operation under various conditions. It also possesses good cavitation resistance and stable flow output characteristics, guaranteeing the continuity and reliability of fire water supply. In terms of the control system, the equipment is equipped with an advanced electrical control cabinet, utilizing intelligent… The control module implements multiple functions such as automatic start-up, operation monitoring, and fault protection. When the system detects a drop in pipeline pressure or receives a fire alarm signal, the control system can automatically start the diesel engine and drive the fire pump to operation without manual intervention, significantly shortening the response time. This allows for the rapid establishment of water supply pressure in the early stages of a fire, providing crucial support for the fire extinguishing system. The control cabinet also features multiple protection functions, including overspeed protection, low oil pressure protection, high water temperature protection, and battery voltage monitoring. These functions enable timely protective measures in abnormal situations to prevent equipment damage and ensure safe system operation. Furthermore, the system’s multi-stage filtration system is a key feature, effectively preventing impurities from entering the system by filtering critical media such as fuel, air intake, and cooling water. This multi-layer filtration design enhances equipment stability and extends the lifespan of key components. In the fuel system, a high-efficiency fuel filter removes particulate impurities and moisture from the fuel, ensuring complete combustion and reducing engine wear. In the intake system, an air filter effectively blocks dust and particles from entering the engine cylinders, ensuring combustion efficiency and reducing the risk of malfunctions. Some systems can also be equipped with water or impurity filters to further improve overall operational reliability. This multi-layer filtration design enables stable operation even in complex environments, making it particularly suitable for industrial scenarios with high dust levels or harsh conditions. In terms of structural design, this diesel fire pump system adopts a modular and integrated design concept, integrating the power system, pump unit, and control system into a single unit. The base facilitates transportation and installation, reduces on-site construction time, and improves project efficiency. Its rational overall structural layout and tight connections between components result in minimal vibration and noise during operation, enhancing operational comfort and stability. The cooling system typically employs a high-efficiency radiator and circulating cooling structure, continuously cooling the engine via air or water to ensure performance is not affected by overheating during extended operation. The exhaust system is rationally designed to reduce exhaust resistance and noise emissions, making the equipment more compliant with modern environmental and engineering requirements. In practical applications, this diesel fire pump system can form a complete fire water supply system with electric fire pumps and pressure-stabilizing pumps, with the electric pump serving as the primary equipment. The system operates under normal conditions, while the diesel pump serves as a backup, automatically activating in case of power outages or main pump failure. This multi-layered protection mechanism significantly enhances the reliability and safety of the fire protection system, ensuring stable operation under various emergencies. In terms of performance, the system boasts significant advantages such as high flow rate, high head, and rapid response, meeting the needs of fire protection projects of varying sizes. It can be flexibly configured from small buildings to large industrial facilities. Its short start-up time allows it to quickly reach rated speed and establish stable water pressure upon receiving a start signal, ensuring the fire extinguishing system is operational immediately. Regarding energy efficiency and economy, although the diesel-driven system is primarily used in emergency situations, its efficient combustion and optimized design still reduce fuel consumption and maintenance frequency, thereby lowering costs. With low overall operating costs, the system is designed with future maintenance needs in mind. Key components are rationally arranged for easy inspection and replacement. Routine checks of the fuel system, lubrication system, and filtration device are sufficient to maintain good equipment condition. Furthermore, with the development of intelligent technology, some systems can integrate remote monitoring functions, enabling real-time monitoring and data analysis of equipment operation status via network. This allows managers to monitor equipment status and perform remote maintenance at any time, improving management efficiency. In terms of application areas, this diesel fire pump system is widely used in petrochemical, power energy, port terminals, airports, tunnel projects, and large public buildings. These locations typically have extremely high requirements for the reliability of fire protection systems, thus necessitating fire protection systems with independent power sources. Equipment is essential for fire protection, and diesel fire pumps are the ideal choice to meet this need. They can operate continuously and stably in extreme environments, providing strong support for fire protection systems. Overall, diesel fire pump systems with control cabinets and filtration devices offer multiple advantages, including powerful output, intelligent control, multi-stage filtration protection, and high-efficiency hydraulic performance, creating a stable and reliable fire water supply solution. They not only provide a continuous high-pressure water source in emergencies but also reduce operating costs and extend equipment lifespan through optimized design. They are an indispensable piece of equipment in modern fire protection engineering. With the continuous development of fire protection technology, this system will be further upgraded in the future towards intelligence, efficiency, and environmental protection, providing safer and more reliable fire protection for various buildings and industrial facilities.