Heavy-Duty Wheeled Diesel Fire Pump for Disaster Emergency Water Supply
Heavy-duty wheeled diesel fire pumps are specifically designed for emergency water supply in disaster situations. They feature high head, large flow output, and an independent diesel power system, making them suitable for environments without power, industrial firefighting, municipal emergency response, and forest fire suppression. With a robust and durable structure, easy mobility, and stable and reliable operation, they are an ideal solution for efficient firefighting and emergency water supply in complex environments.
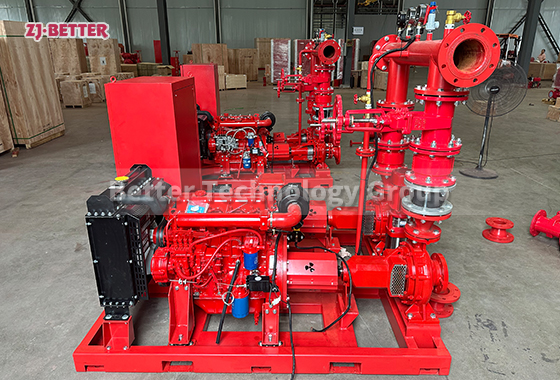
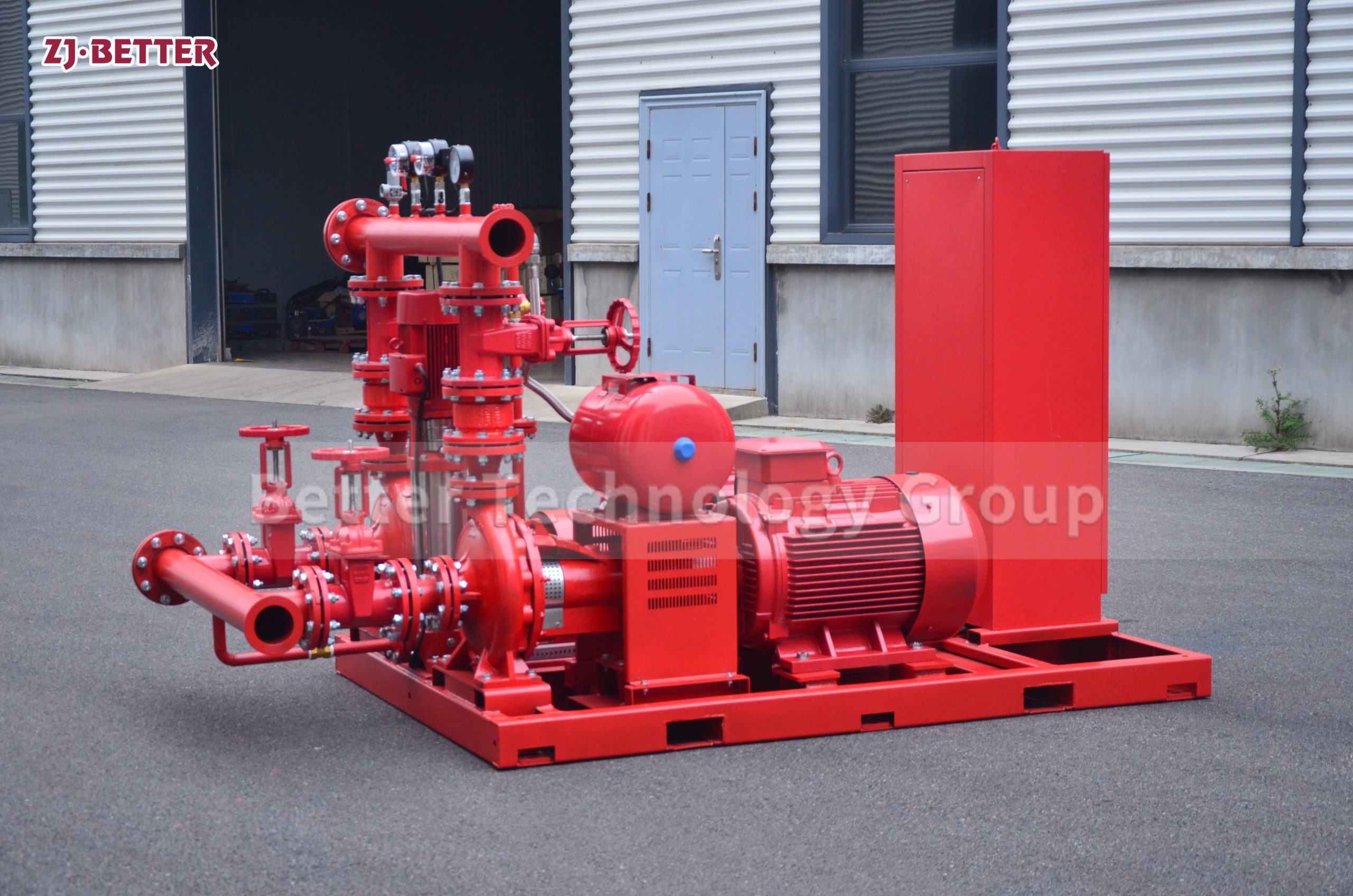
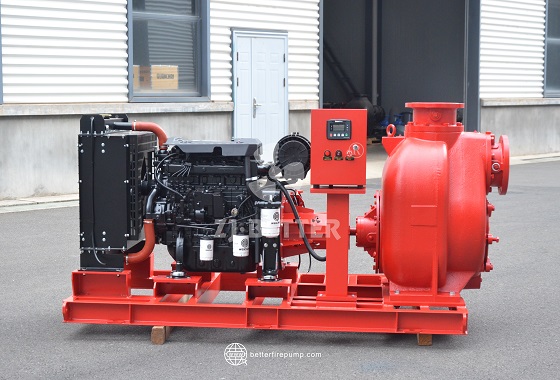
Heavy-duty wheeled diesel fire pumps are high-performance, independent-powered fire-fighting water supply equipment designed for complex environments and high-intensity firefighting missions, ensuring emergency water supply during disasters. The entire system uses a diesel engine as its core power source, combined with a high-efficiency centrifugal fire pump structure. Stable direct drive is achieved through rigid or flexible couplings, effectively reducing vibration and energy loss while ensuring efficient power transmission. This allows the equipment to maintain stable output and reliable performance during long-term continuous operation. These units utilize a heavy-duty steel structure chassis and an integrally welded reinforced frame design, possessing excellent impact resistance and weather resistance, making them particularly suitable for earthquakes, floods, and forest fires. In various disaster scenarios such as chemical accidents and municipal emergency rescues, in the event of no power or power system failure, the unit can quickly start and operate using its own diesel power system, truly achieving independent emergency water supply. The unit is equipped with an industrial-grade high-power diesel engine, possessing high torque output and excellent fuel economy. It provides strong power even at low speeds, ensuring continuous and stable operation of the fire pump under high head and high flow conditions. Simultaneously, the engine is equipped with a high-efficiency air filtration system and a multi-stage fuel filtration system, maintaining good intake air quality and fuel cleanliness even in dusty or harsh outdoor environments, ensuring the reliability of the power system from the source and improving heat dissipation. The system employs a combination of a large-capacity water tank and a high-efficiency cooling fan, effectively controlling engine temperature even in high-temperature environments or under prolonged full-load operation. This prevents power loss or shutdown due to overheating. The fire pump utilizes a high-strength cast iron or ductile iron pump body, with an internal impeller that has undergone precise dynamic balancing and hydraulic model optimization design, achieving high-efficiency hydraulic delivery while maintaining low energy consumption to meet high head requirements. The sealing system uses wear-resistant mechanical seals or packing seals, matched to different usage scenarios, ensuring long-term sealing reliability while facilitating future maintenance and replacement. The pump body inlet and outlet flanges conform to international standards. Manufactured to universal standards, this unit facilitates quick connection with various fire hoses, hoses, and emergency water hoses, significantly improving on-site deployment efficiency. The overall design emphasizes mobility and maneuverability, employing a heavy-duty wheeled structure equipped with solid, wear-resistant tires or pneumatic off-road tires, enabling smooth movement on gravel roads, muddy surfaces, and uneven terrain. The chassis features pre-drilled lifting holes, supporting rapid transport by forklifts or lifting equipment to meet cross-regional dispatch needs. The unit is equipped with an electric start system and battery pack for one-button quick start, while also retaining a manual emergency start mode to ensure normal operation even in extreme conditions. The control panel integrates a tachometer, water temperature gauge, oil pressure gauge, and voltmeter. With multiple monitoring functions such as a running timer, operators can monitor the unit’s operating status in real time. If abnormal parameters occur, timely measures can be taken to prevent the fault from escalating. Some models can be equipped with an automatic control system or remote monitoring module, realizing automatic pressure regulation, automatic start/stop, and remote data transmission functions, improving the level of intelligent management. In terms of performance, this heavy-duty wheeled diesel fire pump has the dual advantages of high head and large flow rate. Depending on the configuration, it can achieve a head output of tens to hundreds of meters. The flow rate covers everything from small to medium flow fire extinguishing needs to large-scale disaster water supply requirements, meeting the needs of building fire water replenishment, emergency water supply in industrial parks, mine drainage, and river water intake and transportation. For various application scenarios, in terms of water absorption performance, through optimized pump chamber structure and reasonable inlet pipe diameter design, the unit has excellent self-priming capability or can quickly establish a vacuum state to shorten the priming time, ensuring rapid water output in emergencies and improving fire extinguishing efficiency. The structural design fully considers maintenance convenience, with maintenance space reserved in key parts of the engine and pump body. Routine maintenance such as changing engine oil, cleaning filter element, and checking seals is simple and quick, reducing operation and maintenance costs. At the same time, the unit surface is coated with anti-rust primer and high-strength weather-resistant topcoat to enhance corrosion resistance and extend outdoor service life. In terms of safety design, the equipment is equipped with overspeed protection, low oil pressure protection, and… The high-temperature alarm device automatically alarms or shuts down the system when operating parameters exceed safe ranges, effectively preventing mechanical damage and safety accidents. The fuel system features an independent fuel tank design with ample capacity to meet the needs of long-term continuous operation. The fuel tank structure is robust and equipped with leak-proof measures, improving on-site safety. These units are widely used in temporary water supply for municipal fire departments, fire protection at construction sites, fire standby in warehousing and logistics parks, safety protection in oil and gas chemical enterprises, and centralized water supply in rural areas. In practical applications, they can respond quickly, deploy rapidly, and provide stable water supply, making them an indispensable piece of equipment in disaster emergency response systems. Through high efficiency… The combination of hydraulic design and a reliable power system achieves a balance between high efficiency, low energy consumption, and strong durability, helping users improve fire extinguishing efficiency, reduce property damage, and ensure personnel safety in critical moments. From a comprehensive performance perspective, this heavy-duty wheeled diesel fire pump not only has excellent water supply capacity and environmental adaptability, but also has been comprehensively optimized in terms of structural strength, ease of operation, maintenance economy, and safety protection. It is a professional-grade mobile fire water supply solution designed for the global market, capable of providing continuous, stable, and efficient emergency water supply support in various complex environments, and establishing a solid and reliable fire protection foundation for industrial facilities, municipal engineering, and disaster sites.