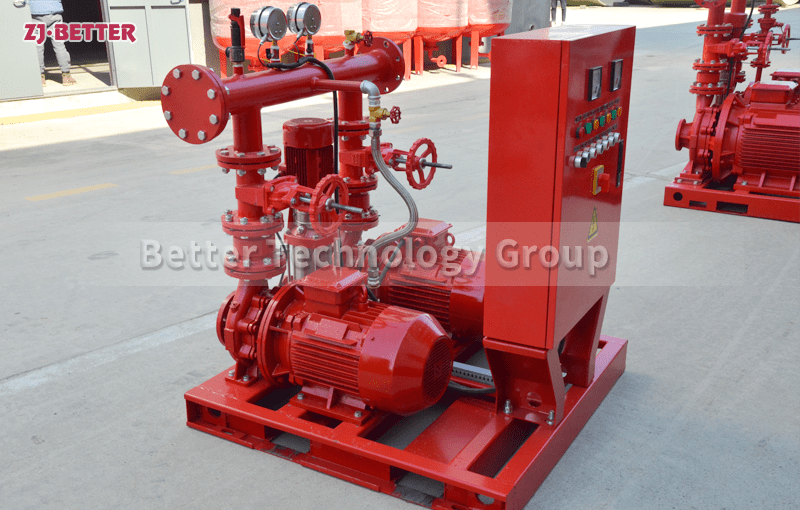
Large Inlet and Outlet Horizontal Diesel Fire Pump for Stable Water Supply
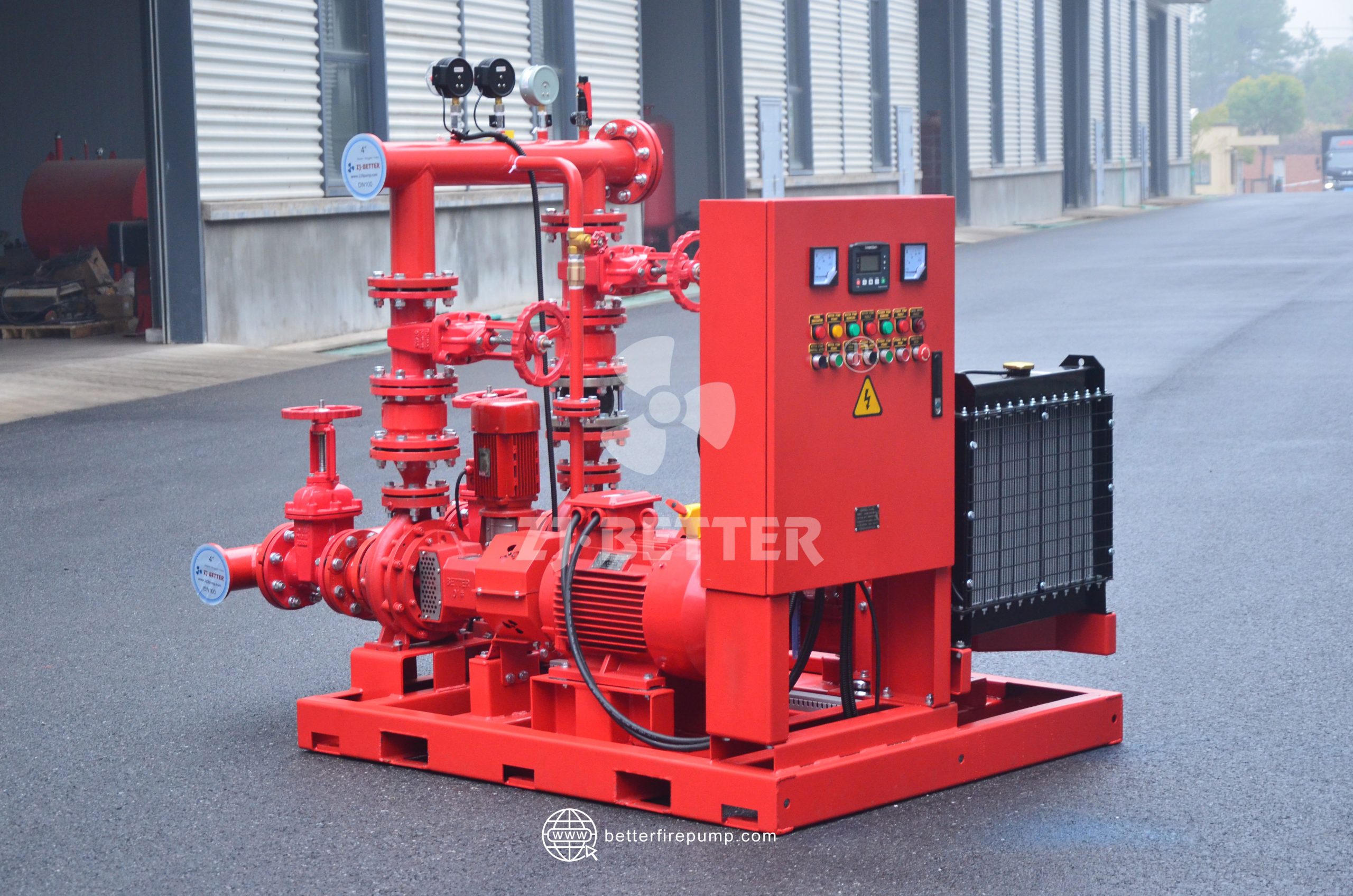
The large-diameter inlet and outlet horizontal diesel fire pump adopts a double-suction impeller structure and an independent diesel engine drive system. It features high flow rate, high head, rapid start-up, stable operation, and emergency power failure protection capabilities. It is suitable for industrial plants, warehousing and logistics centers, high-rise buildings, and municipal fire protection systems, providing a continuous and reliable fire water supply solution for critical locations.
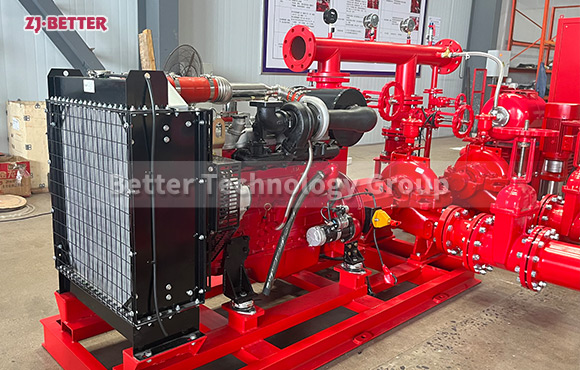
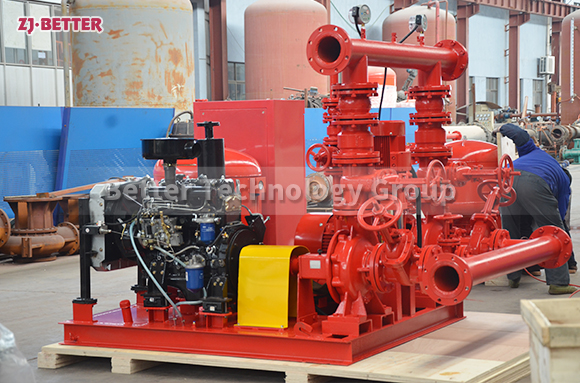
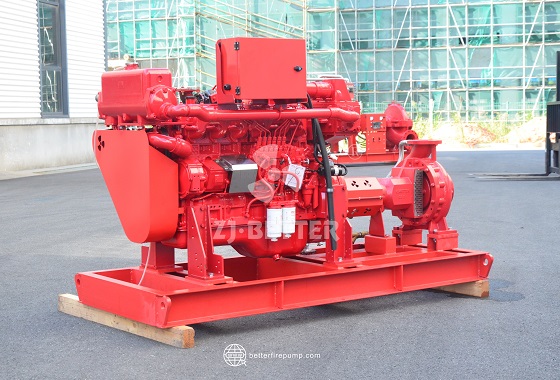
The large-diameter inlet and outlet horizontal diesel fire pump is a power-type water supply equipment specifically designed for high-standard fire protection systems, ensuring stable water supply. It adopts a horizontal split-shell structure and a direct-drive diesel engine, specifically designed for locations with extremely high flow and pressure requirements, such as industrial plants, large warehousing and logistics centers, commercial complexes, high-rise buildings, ports, and municipal infrastructure. In the event of a fire, it can quickly establish a stable water supply channel, achieving continuous, reliable, and uninterrupted fire-fighting water supply. The most significant feature of this equipment is its large-diameter inlet and outlet design, which effectively reduces resistance losses during water flow in the suction and discharge processes, significantly increasing the water delivery capacity per unit time. It achieves higher flow output under the same rotational speed conditions, while reducing the risk of cavitation and hydraulic vibration caused by pipe diameter limitations, ensuring the safe and stable operation of the hydraulic system from the structural source. The horizontal split-shell structure uses a double-suction impeller design, with water entering from both sides of the impeller simultaneously, resulting in a more balanced hydraulic distribution, effectively reducing axial force and bearing load, thereby extending the service life of core components and reducing maintenance frequency. It maintains stable performance even under long-term full-load operation. The diesel engine power system, as an independent drive source, does not rely on mains power, making it particularly suitable for areas with unstable power or high risk of power outages. It can quickly start and automatically engage in operation during sudden fires or emergency power outages, ensuring that water pressure and flow do not drop or decrease in critical moments, providing a solid support for the fire protection system. This diesel power unit boasts high torque output, achieving strong power transmission even at low speeds. It is precisely matched to the fire pump body, offering high transmission efficiency and low energy loss, balancing overall operational economy and reliability, especially excelling in high-flow, long-term operation scenarios. The equipment base adopts an integral steel structure welded frame design, possessing excellent rigidity and vibration resistance. Under high-speed operation, it effectively suppresses vibration and noise transmission, ensuring pump stability, while facilitating installation in fire pump rooms or dedicated foundation platforms, achieving standardized layout and optimized maintenance space. Large-diameter inlet and outlet not only enhances flow capacity but also significantly reduces local pressure loss during pipe connections, significantly improving the overall hydraulic efficiency of the system. Even in complex pipe network structures, it maintains uniform and stable pressure output, preventing local pressure fluctuations from affecting sprinkler or fire hydrant systems. The pump body is made of high-strength, corrosion-resistant cast iron or alloy materials, possessing excellent wear resistance and impact resistance. It maintains stable structural strength even under prolonged exposure to varying water qualities, minimizing the risk of cracking or deformation, ensuring long-term safe and reliable operation. The shaft sealing system employs high-performance mechanical seals or packing seals, flexibly configurable according to application scenarios, effectively preventing water leakage and air ingress, reducing maintenance costs and extending equipment lifespan. The control system can be configured with an automatic control cabinet, enabling functions such as automatic diesel engine start/stop, fault alarms, speed monitoring, oil pressure monitoring, and water temperature detection, enhancing overall intelligence and allowing for real-time monitoring and rapid response even in unattended environments. For scenarios requiring continuous high-flow water supply, such as large warehouses and industrial parks, this fire pump can operate stably for extended periods under rated conditions, with stable flow output and minimal head fluctuations, meeting the firefighting needs of multiple points simultaneously and preventing insufficient water supply from affecting firefighting efficiency. The double-suction impeller undergoes precise dynamic balancing, resulting in low vibration and noise during operation, minimizing impact on the pump house structure and surrounding equipment, while also extending the service life of bearings and couplings. Inlet and outlet flange interfaces conform to international standards, facilitating integration with existing pipeline systems, reducing project modification and upgrade costs, and improving installation efficiency. The diesel engine is equipped with a high-efficiency cooling system, maintaining stable operating temperatures even in high-temperature environments, preventing overheating shutdowns and ensuring continuous water supply during critical moments. The lubrication system employs forced circulation, providing ample lubrication to moving parts, reducing frictional losses, and improving mechanical efficiency and reliability. The overall design prioritizes ease of maintenance; the split-shell structure allows for internal maintenance without disassembling inlet and outlet pipelines, significantly reducing downtime and improving system availability. Various flow rate and head combinations are available to meet different project requirements, enabling precise selection to satisfy the high-head demands of high-rise buildings or the high-flow requirements of large-area plants. Each unit undergoes rigorous performance and pressure testing before leaving the factory, ensuring that it meets design specifications in actual application, providing reliable assurance for engineering projects. In urban fire protection systems, this large-diameter horizontal diesel fire pump can operate as a main or backup pump, forming a dual-protection system with the electric fire pump to ensure uninterrupted water supply in any emergency. Its stable pressure curve and high-efficiency operation achieve a balance between energy saving and performance, effectively reducing operating costs over the long term. The equipment has a compact structure and a reasonable footprint, facilitating the installation of a complete fire protection system in limited spaces while maintaining good ventilation and maintenance access. For special scenarios such as ports, docks, or the petrochemical industry, this pump set can withstand high-risk environments, maintaining continuous and reliable operation and providing robust fire protection for critical infrastructure. The overall system design emphasizes durability, safety, and high-performance output capabilities. By optimizing the hydraulic model and power matching, it achieves high-efficiency operation, maintaining stable water pressure output under different load conditions. The large-diameter design also effectively reduces the probability of water hammer, protecting the pipeline system and reducing long-term maintenance costs. This equipment not only meets the needs of conventional fire protection systems but is also suitable for emergency drainage and large-scale water supply projects, demonstrating excellent adaptability in multi-functional application scenarios. In summary, the large-diameter inlet and outlet horizontal diesel fire pump combines a high-efficiency dual-suction structure, an independent diesel power drive system, a robust and durable base structure, and an intelligent control scheme to achieve comprehensive performance advantages such as high flow rate, high head, low vibration, long service life, and high reliability. It is an important core device in the fire protection system of large buildings and industrial facilities to ensure a stable water supply. It can respond quickly, output continuously, and operate stably at critical moments, building a solid defense line for the safety of life and property.