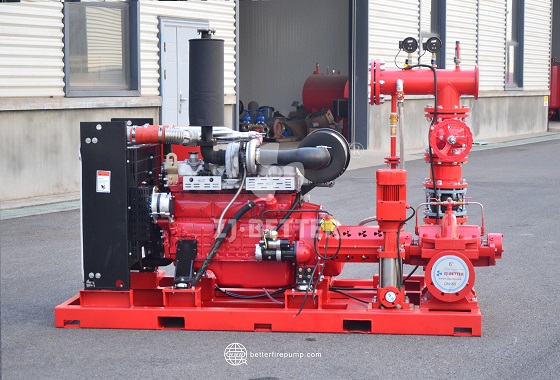
Diesel Engine Fire Pump Unit for Critical Facility Emergency Water Supply Protection
The diesel-powered fire pump unit is driven by an independent diesel engine and has the advantages of large-flow water supply, high-lift delivery, automatic start, intelligent control and all-weather operation. It is widely used in petrochemical, power energy, port terminals, data centers, industrial parks and large building fire protection projects, building a reliable emergency fire water supply line for critical facilities.
In the construction of modern fire safety systems, fire water supply equipment plays a crucial role in ensuring the normal operation of fire extinguishing systems. For petrochemical bases, power energy facilities, data centers, large industrial parks, ports, airports, high-rise buildings, and important public infrastructure, fire protection systems must have the ability to provide a continuous and stable water supply under any circumstances. However, fire accidents are often accompanied by power outages, equipment failures, or extreme environmental impacts. If fire water supply equipment cannot operate normally, it will directly affect fire extinguishing efficiency and the safety of personnel and property. Diesel engine fire pump units, as one of the core pieces of equipment in modern fire protection engineering, have become an important choice for the construction of fire protection systems in many critical facilities due to their independent power drive, high reliability, large flow rate, and all-weather performance. This product integrates a high-performance diesel engine, a high-efficiency fire pump, an intelligent control system, and comprehensive monitoring and protection devices. It can still start quickly and provide continuous water supply even in the event of a power outage or in complex environments, building a solid and reliable emergency water supply defense line for the fire protection system. With the continuous improvement of global fire safety standards, diesel engine fire pump units are becoming an important component of large-scale fire protection engineering and key project construction.
The most significant feature of diesel engine fire pump units is their independent power system. Compared to traditional electric fire pumps, this equipment can start and operate without relying on an external power grid. Even when a fire causes a power outage or a municipal power grid failure, the equipment can still start and operate rapidly. For oil storage tank areas, natural gas stations, power facilities, and large industrial production bases, fires are often accompanied by the risk of power outages, which diesel power can effectively solve. Through a dedicated starting system and battery pack, the equipment can quickly enter operating mode after receiving a start signal, continuously providing stable pressure and sufficient flow to the fire-fighting network, ensuring the entire fire-fighting system always has fire-fighting capability.
A high-performance diesel engine is a crucial guarantee for the reliable operation of the unit. The equipment adopts an industrial-grade heavy-duty diesel engine design, featuring strong power, rapid start-up, stable operation, and long continuous working time. The engine has undergone rigorous durability testing and operating condition verification, enabling it to adapt to complex operating conditions such as high temperature, high cold, high humidity, high altitude, and dusty environments. During prolonged firefighting operations, the engine can continuously output stable power, ensuring the fire pump always maintains optimal operating conditions. Advanced fuel injection technology and an optimized combustion system further improve fuel utilization efficiency and reduce operating costs, making the equipment both high-performance and economical. The fire pump section adopts a high-efficiency centrifugal pump design, possessing excellent hydraulic performance. The impeller and flow channel have been precisely optimized to effectively reduce energy loss and improve water supply efficiency. The equipment can quickly establish fire pressure and continuously output large volumes of fire-fighting water, providing reliable water supply support for automatic sprinkler systems, fire hydrant systems, water cannon systems, and foam extinguishing systems. For large warehousing and logistics centers, industrial plants, and petrochemical plant areas, the high-flow-rate water supply capacity can effectively control the spread of fire, improve fire-fighting efficiency, and reduce fire-related losses.
High-lift delivery capacity is one of the key performance advantages of diesel engine fire pump units. With the continuous increase in modern building height and the expansion of industrial projects, fire-fighting water supply systems need to have the ability to deliver water over longer distances and at higher altitudes. The equipment achieves stable high-lift output through scientific matching of engine power and pump performance. Whether for water supply to rooftop fire-fighting facilities in super high-rise buildings or for long-distance fire-fighting pipelines in large industrial parks, it can maintain stable pressure and sufficient flow. The high-lift design not only expands the coverage of the fire protection system but also improves firefighting efficiency and system reliability.
The intelligent control system further enhances the automation level of the equipment. The unit is equipped with an advanced PLC control module and a digital monitoring platform, capable of real-time monitoring of key parameters such as pressure, flow rate, speed, oil pressure, water temperature, battery status, and operating time. When the fire pipeline pressure drops or a fire alarm signal is received, the equipment can automatically start and operate without manual intervention. The control system also has automatic data recording, fault diagnosis, and alarm notification functions, facilitating equipment management and maintenance. Automated control technology not only improves response speed but also reduces the risk of human error.
To ensure long-term stable operation, the diesel engine fire pump unit is equipped with a comprehensive safety protection system. The equipment has multiple safety functions, including over-temperature protection, low oil pressure protection, over-speed protection, low fuel alarm, battery fault alarm, and automatic shutdown protection. When abnormal conditions occur during operation, the control system can promptly issue alarms and take protective measures, effectively preventing equipment damage and system failure. These multiple protection mechanisms significantly improve the reliability and safety of the equipment, enabling it to meet the stringent fire safety requirements of critical facilities.
The equipment adopts an integrated skid-mounted structure design, integrating the diesel engine, fire pump, control system, instrumentation, and auxiliary piping onto a single base. The compact structure minimizes footprint and facilitates transportation and installation. Users can quickly deploy the equipment without complex on-site assembly, significantly shortening project construction cycles. The modular design also facilitates later maintenance and equipment upgrades, reducing operating and maintenance costs. For large-scale projects, this integrated structure significantly improves construction efficiency and management convenience.
Durability is one of the key advantages of the diesel engine fire pump unit. Key components are manufactured using high-strength materials, and the pump body and piping undergo anti-corrosion treatment, enabling long-term operation in humid, salt spray, and mildly corrosive environments. The engine cooling system is optimized to maintain stable operation even at high temperatures. High-quality bearings, seals, and the transmission system further enhance overall durability, extend equipment lifespan, reduce long-term maintenance costs, and create greater value for users.
Diesel engine fire pump units are widely used in various industries. In the petrochemical industry, diesel engine fire pump units serve as crucial fire protection equipment for tank farms and production facilities; in the power energy sector, they provide reliable fire-fighting water supply for power plants and substations; in ports, docks, and logistics parks, they meet the fire-fighting needs of large areas; in data centers and communication hubs, they protect the safe operation of critical equipment; and they also play a vital role in airports, hospitals, large commercial complexes, and industrial park projects. Their wide applicability makes them an essential component of modern fire protection engineering.
With the development of smart fire protection technology, diesel engine fire pump units are upgrading towards digitalization and intelligence. Through IoT communication technology and remote monitoring platforms, managers can monitor equipment operating status in real time, enabling remote inspections, remote fault diagnosis, and preventative maintenance. Equipment operating data can be automatically uploaded to the management platform, providing data support for fire protection system optimization. Intelligent management not only improves equipment reliability but also reduces operating costs, providing new solutions for modern fire safety management.
In terms of energy conservation and environmental protection, modern diesel engine fire pump units have also made significant progress. Advanced engine technology effectively reduces fuel consumption and emissions, meeting fire performance requirements while also addressing environmental needs. Optimized control systems can adjust operating states according to actual working conditions, improving energy efficiency. For fire protection systems with long service life, this energy-saving design can effectively reduce overall operating costs and improve project economic benefits.
Overall, diesel engine fire pump units, with their comprehensive advantages such as independent power drive, large-flow water supply, high-lift delivery, intelligent control, safety protection, and all-weather operation, build a reliable emergency water supply defense line for critical facilities. Whether facing power outages, complex environments, or prolonged firefighting missions, this equipment can maintain stable operation, continuously providing sufficient water support for the fire protection system. With the continuous development of modern fire protection engineering and the continuous improvement of safety standards, diesel engine fire pump units will play an increasingly important role in industrial fire protection, municipal fire protection, and large-scale engineering projects, providing solid support for protecting life and property and maintaining public safety.