High-Efficiency Fire Pressure Support Pumps for Building Safety Systems
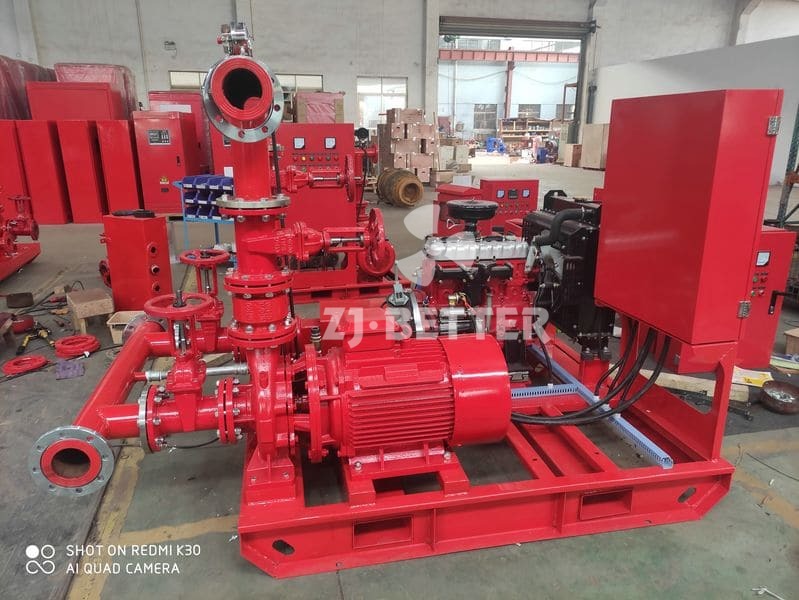
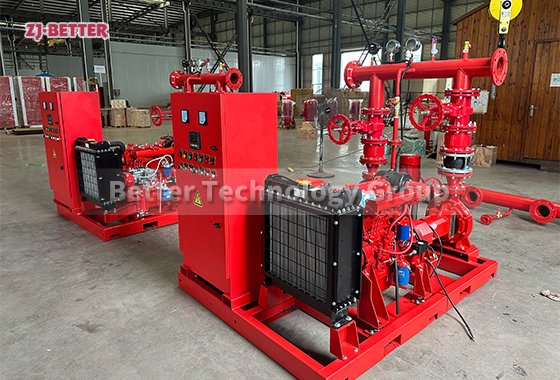
The high-efficiency fire-fighting pressure support pump for building safety systems adopts high-efficiency centrifugal pump technology, intelligent control system and automatic pressure replenishment function design. It has the advantages of stable pressure, energy efficiency, automatic start and stop, reliable operation and convenient maintenance. It is widely used in fire protection systems of high-rise buildings, commercial complexes, hospitals, schools, data centers and industrial plants, providing continuous and stable pressure guarantee for fire protection pipelines and ensuring that fire protection facilities are in the best standby condition for a long time.
In modern building fire safety systems, stable and reliable fire water supply pressure is a crucial foundation for ensuring the normal operation of fire suppression systems. Whether it’s high-rise residential buildings, commercial complexes, hospitals, schools, airports, data centers, industrial plants, or large warehousing and logistics centers, fire protection pipe networks need to maintain their design pressure over the long term to ensure that automatic sprinkler systems, fire hydrant systems, and other fire protection facilities can be operational immediately in the event of a fire. The high-efficiency fire pressure support pump for building safety systems is a specialized fire protection device developed to meet this need. This product integrates high-efficiency centrifugal pump technology, intelligent control technology, automatic pressure replenishment function, and stable water supply capacity, continuously maintaining the pressure balance of the fire protection system and ensuring that the entire fire protection network is always in optimal standby condition, providing a solid guarantee for building safety. This fire pressure support pump adopts an advanced hydraulic model design, and the impeller is precisely calculated and optimized, making the fluid flow more smoothly inside the pump body, significantly reducing hydraulic losses, and improving energy conversion efficiency. Compared with traditional fire pressure replenishment equipment, it can provide higher flow rate and head output under the same power conditions, thus meeting the operational needs of complex fire protection pipe networks in large buildings. By optimizing the flow channel structure and guide vane design, the equipment can maintain stable performance during long-term operation, achieving precise and stable pressure control even in multi-regional water supply environments and high-rise building water supply pressure requirements. The equipment adopts a high-efficiency motor drive system, featuring rapid start-up, smooth operation, and low energy consumption. The high-quality motor has undergone rigorous testing and long-term operational verification, capable of adapting to frequent start-stop and continuous operation conditions. During the daily operation of the fire protection system, when pipeline pressure fluctuates due to minor leaks, temperature changes, or valve operation, the equipment can quickly start and promptly restore system pressure. Once the pressure returns to the set value, the system automatically stops operation, achieving automated pressure replenishment management. This intelligent operation mode not only improves the reliability of the water supply system but also effectively reduces energy consumption and equipment wear. To achieve 24/7 unattended operation, this fire-fighting pressure support pump is equipped with an intelligent control system. The control cabinet uses industrial-grade control components, capable of real-time monitoring of pressure, operating status, current, voltage, and equipment working conditions. The system has functions such as automatic start-stop, fault alarm, overload protection, phase loss protection, short circuit protection, and abnormal status recording. When a drop in system pressure is detected, the control system automatically starts the pressure support pump to replenish the pressure; it automatically shuts down when the pressure reaches the set range. The entire process requires no manual intervention, significantly improving the automation level and management efficiency of the fire protection system. Fire protection systems are in a standby state for extended periods, demanding extremely high equipment stability. This product’s structural design fully considers long-term operational needs; the pump body is made of high-strength, corrosion-resistant materials, possessing excellent mechanical strength and corrosion resistance. Key components undergo precision machining and strict quality control to ensure stable performance during long-term operation. A high-quality bearing system effectively reduces operating resistance and mechanical wear, extending equipment lifespan. The mechanical seal employs advanced sealing technology to effectively prevent leakage, improving system safety and reliability. For modern buildings, energy conservation and environmental protection have become crucial criteria for equipment selection. This fire-fighting pressure support pump achieves low-energy operation by optimizing hydraulic and motor efficiency. The intelligent control system automatically adjusts the operating status according to actual pressure requirements, avoiding ineffective operation and energy waste. In some application scenarios, it can also be combined with frequency converter technology to dynamically adjust operating parameters according to system needs, achieving more precise pressure control and energy management. During long-term operation, the equipment significantly reduces power consumption and operating costs, creating greater economic benefits for building management. Its excellent pressure stability is one of its core competitive advantages. The pressure stability of the fire protection network directly affects the reliability of the entire fire protection system. This product uses high-precision pressure sensors and advanced control algorithms to monitor pressure changes in real time and respond quickly. When the system experiences minor pressure fluctuations, the equipment automatically compensates, preventing a continuous drop in pressure that could cause fire protection facilities to malfunction. A stable pressure environment not only improves the efficiency of fire protection equipment but also helps extend the service life of the entire fire protection system. Installation flexibility is also a key feature of this product. Its compact design occupies a small area, adapting to various fire pump room layouts. Standardized interface design facilitates quick connection with existing fire protection systems, significantly reducing installation difficulty and construction costs. It can be efficiently deployed in both new construction projects and upgrades of existing building fire protection systems. The modular design also facilitates later maintenance and parts replacement, improving equipment maintainability. This fire pressure support pump is widely applicable to various building safety scenarios. In high-rise buildings, it provides stable pressure support for high-zone fire protection networks; in commercial complexes, it meets the long-term service requirements of complex fire protection networks; in public buildings such as hospitals and schools, it ensures that fire protection facilities in critical areas are always available; and in data centers and industrial plants, it provides reliable fire protection for high-value assets. Its wide applicability makes it an important component of modern building fire protection systems. The equipment possesses excellent safety protection capabilities during operation. The control system can monitor equipment operating parameters in real time and immediately activate protection mechanisms upon detecting abnormalities. For example, it automatically shuts down the machine when the motor is overloaded; it promptly alarms when the power supply is abnormal; and it initiates fault diagnosis procedures when the pressure signal is abnormal. Multiple safety protection designs effectively reduce the risk of equipment failure and improve system operational safety. Simultaneously, the equipment supports operational data recording and fault tracing functions, facilitating maintenance personnel to quickly locate and handle problems. With the continuous expansion of building scale and the continuous improvement of fire protection standards, the requirements for pressure management equipment in fire protection systems are also increasing. Traditional pressure replenishment equipment can no longer meet the complex piping networks and high-reliability operation requirements of modern buildings. High-efficiency fire-fighting pressure support pumps for building safety systems, with their advanced technology, high performance, and intelligent management capabilities, have become an important solution for modern fire-fighting water supply systems. They not only maintain stable pressure in fire-fighting pipe networks but also optimize system operation, reduce maintenance costs, and improve overall fire safety levels. In the future, with the continuous development of smart building and intelligent fire protection technologies, this type of equipment will play an even more important role in the field of building safety, providing continuous, stable, and efficient fire-fighting pressure guarantees for various buildings, ensuring that fire protection systems always maintain optimal working conditions, and building a solid defense line for the safety of life and property.