High Efficiency Deep Well Fire Pump Equipment for Continuous Fire Protection Water Supply
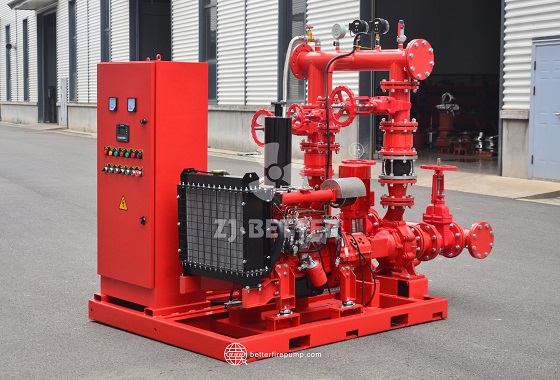
High-efficiency deep well fire pumps are designed specifically for deep water intake environments. They feature high head, large flow rate, stable operation, and energy efficiency. They are widely used in industrial parks, power plants, petrochemical plants, ports, and large-scale fire water supply systems, providing a continuous and reliable deep well water supply solution for fire protection systems.
In modern large-scale industrial facilities, ports and wharves, energy and power bases, petrochemical parks, and critical urban infrastructure, the reliability of fire-fighting water supply systems directly impacts overall safety and protection capabilities. Especially when fire-fighting water sources are located in deep-water environments such as deep wells, rivers, reservoirs, or groundwater systems, traditional surface fire pumps often struggle to meet the demands for high lift, long-distance operation, and stable water intake. High-efficiency deep-well fire pump equipment is a specialized fire-fighting water supply system developed to address these needs. This type of equipment employs a vertical long-shaft structure and a multi-stage impeller design. Through a high-efficiency power system and precision transmission device, it can stably deliver deep-well water to the fire-fighting network, providing a continuous and reliable water supply for automatic sprinkler systems, fire hydrant systems, and large-scale fire-fighting networks. Its structural design fully considers the long-term operational requirements in complex environments, possessing not only excellent durability and stability but also significant advantages in energy efficiency, ease of maintenance, and system compatibility. Therefore, it is widely used in large-scale fire-fighting projects and critical safety protection systems.
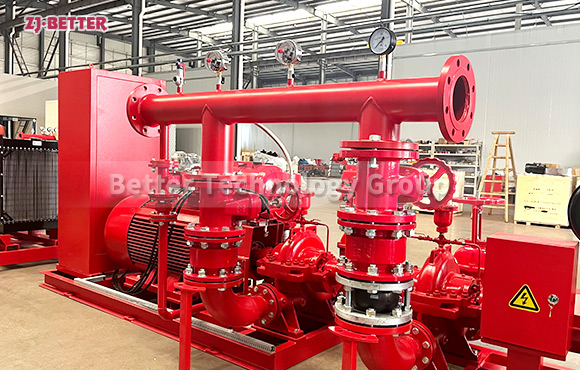
Firstly, this deep-well fire pump equipment has significant advantages in its overall structural design. The equipment adopts a vertical long-shaft structure, with the power unit installed above ground, while the pump body and impeller assembly penetrate deep into the water source for water intake. This structure not only effectively adapts to complex water intake environments such as deep wells, reservoirs, or rivers, but also reduces suction resistance and improves overall operating efficiency. The vertical structure reduces the equipment’s footprint, making it ideal for installation in locations with limited pump room space or where centralized fire-fighting equipment is required. Simultaneously, the long-shaft structure, supported by high-precision bearings and guiding devices, maintains stable operation at high speeds, effectively reducing vibration and noise and improving equipment reliability. Through its rational structural layout, the equipment can achieve efficient and stable water intake in deep water environments and rapidly deliver water to the fire-fighting system, providing continuous power support for fire-fighting equipment.
Secondly, the equipment exhibits extremely high efficiency in hydraulic performance. The deep well fire pump employs an advanced hydraulic model design, optimizing the impeller structure and flow channel layout to maintain smooth water flow within the pump body, thereby reducing energy loss and improving pump efficiency. The multi-stage impeller structure progressively increases water pressure, enabling the equipment to provide stable and strong output pressure even in deep well water intake environments. Compared to traditional single-stage fire pumps, this design not only achieves a higher head but also maintains stable performance under high-flow conditions, ensuring the fire protection system can quickly obtain sufficient water in emergencies. The efficient hydraulic design also reduces operating energy consumption, minimizing energy expenditure over long-term use and lowering overall operating costs for users.
Third, this deep-well fire pump equipment possesses excellent high-head water supply capabilities. For locations where the water source is deep below ground level or where the fire protection system has a large distribution area, water supply pressure is a crucial factor affecting fire protection effectiveness. Through the combination of a multi-stage impeller structure and a high-efficiency power system, this equipment can achieve stable high-head water supply, allowing water to be rapidly transported from deep wells or reservoirs to the fire protection network. Even in long-distance transport and high-rise building fire protection systems, the equipment can maintain stable pressure, ensuring the normal operation of sprinkler and fire hydrant systems in emergencies. This high-head performance makes the equipment particularly suitable for locations with high fire water pressure requirements, such as power plants, ports, large storage centers, and petrochemical facilities.
Fourth, this equipment has significant advantages in operational stability. Fire protection systems require equipment to start quickly and operate continuously under any circumstances, making equipment stability paramount. Deep well fire pumps, through a combination of high-strength pump body materials, precision bearing systems, and wear-resistant impeller structures, ensure stable performance during long-term operation. The guide bearing system effectively reduces sway and vibration during long shaft operation, thus extending the equipment’s service life. Simultaneously, the equipment is designed with high-load operating conditions in mind, enabling continuous and stable operation under high pressure and high flow rates, providing reliable protection for fire protection systems.
Fifth, the equipment possesses excellent corrosion and wear resistance. In many fire water source environments, such as rivers, reservoirs, or groundwater systems, the water may contain certain minerals or impurities, placing high demands on equipment materials. Deep well fire pumps utilize high-strength, corrosion-resistant materials, such as stainless steel, wear-resistant alloys, or special anti-corrosion coatings, in key components to effectively resist water corrosion and particle abrasion. The impeller and pump casing undergo precision machining and reinforcement treatment, allowing for long-term stable operation in complex water environments without affecting performance. This durable design not only improves equipment reliability but also reduces maintenance frequency and replacement costs.
Sixth, this equipment demonstrates significant advantages in energy efficiency. With increasingly stringent energy conservation and environmental protection requirements in the industrial sector, fire-fighting equipment also needs higher energy utilization efficiency. Deep well fire pumps, through optimized hydraulic structure, reduced internal friction losses, and the adoption of a high-efficiency power system, achieve higher energy conversion efficiency during operation. Compared to traditional fire pump systems, this equipment reduces energy consumption under the same flow rate and head conditions, thereby reducing long-term operating costs. High-efficiency operation also reduces equipment heat generation and mechanical wear, further extending the equipment’s service life.
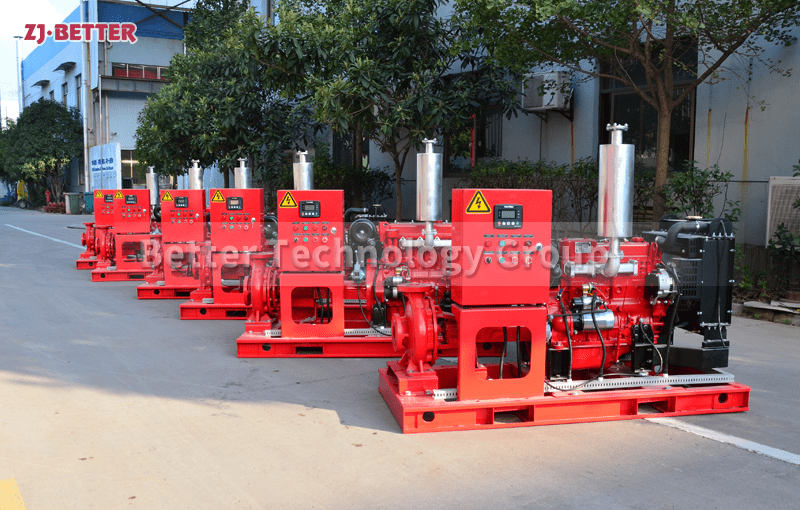
Seventh, this equipment offers excellent ease of installation and maintenance. Although the deep well fire pump has a relatively complex structure, installation and maintenance needs have been fully considered during the design process. The modular structure makes transportation and installation easier, allowing for rapid on-site assembly of various components. During maintenance, critical components can be inspected or replaced by disassembling the connection structure, eliminating the need for large-scale equipment dismantling. The long-shaft structure employs a multi-segment connection design, enabling maintenance personnel to maintain local components without affecting the overall system, significantly reducing maintenance difficulty and time costs.
Eighth, this equipment has excellent system compatibility and can be used with various fire-fighting systems. Whether for automatic sprinkler systems, fire monitor systems, or outdoor fire hydrant systems, deep well fire pumps can provide a stable water supply. The equipment can be used in combination with electric or diesel drive systems to meet different fire safety regulations and engineering requirements. In locations with high fire safety requirements, the equipment can also be configured with an automatic control system to achieve remote monitoring and automatic start-up functions, thereby improving the overall intelligence level of the fire protection system.
Ninth, this equipment exhibits extremely high reliability in terms of safety. Fire protection systems typically need to be activated immediately in emergencies, therefore the equipment must have rapid response capabilities. Deep well fire pumps, through a high-performance drive system and reliable transmission structure, can quickly reach a stable operating state after startup, providing a sufficient water supply to the fire protection system. The equipment is also designed with multiple protection mechanisms, such as overload protection, temperature monitoring, and vibration monitoring, ensuring timely warnings in abnormal situations, thereby avoiding equipment damage or system failure.
Tenth, this equipment has a very wide range of applications. Due to its powerful deep-water intake capability and stable water supply performance, this type of equipment is widely used in large industrial facilities, petrochemical enterprises, power energy bases, ports, airports, and urban fire protection systems. In locations with extremely high fire safety requirements, deep well fire pumps serve as core water supply equipment, providing a continuous and stable water source for the entire fire protection system. Whether in deep well water intake environments or large reservoir water intake projects, this equipment plays a crucial role.
In summary, high-efficiency deep well fire pump equipment is a specialized device designed specifically for fire-fighting water supply needs in deep-water environments. Through a combination of a vertical long-shaft structure, a multi-stage high-efficiency impeller system, and high-strength materials, this equipment demonstrates superior performance in high-lift water supply, stable operation, energy efficiency, and durability. Its excellent structural design and wide applicability make it an indispensable piece of equipment in large-scale fire protection projects. In the future construction of fire safety systems, this type of deep well fire pump equipment will continue to play a key role, providing safe and reliable fire-fighting water supply for various large-scale projects and industrial facilities, thereby effectively improving overall fire protection capabilities and emergency response levels.