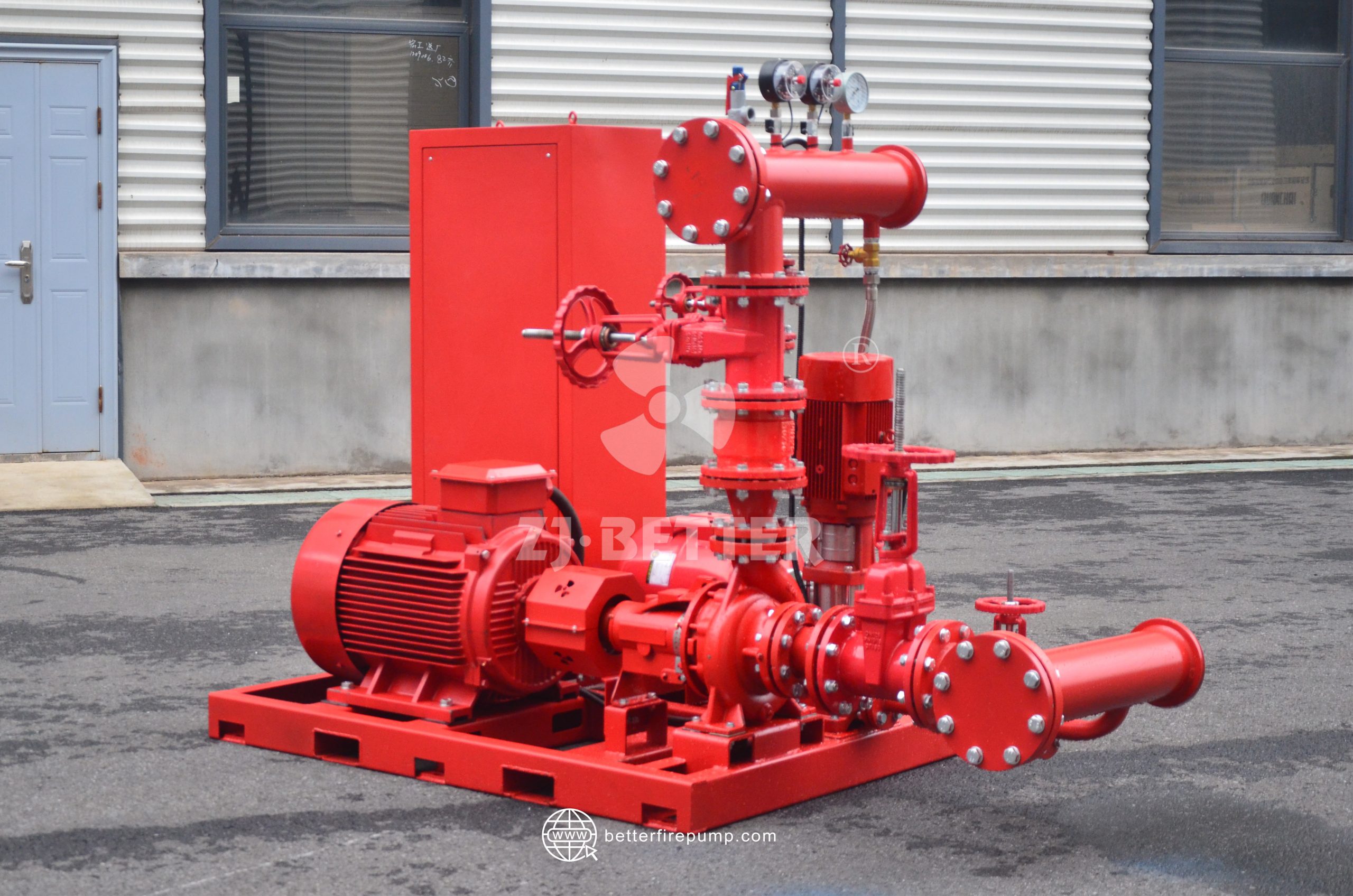
Protected Diesel Fire Pump Equipment with Noise Reduction and Environmental Adaptability
Protective diesel fire pump equipment integrates noise reduction, protection and efficient water supply, and is suitable for complex environments and emergency fire protection systems. It has the advantages of stable operation, high reliability and independent power supply, making it an ideal choice for industrial and municipal projects.
Protective diesel fire pump equipment, integrating noise reduction and environmental adaptability, is a high-performance emergency device specifically designed for fire water supply needs in modern complex working conditions. It plays a crucial role in industrial facilities, municipal engineering, high-rise buildings, warehousing and logistics centers, and the energy and chemical industries. This equipment deeply integrates a diesel power system, centrifugal fire pump, high-efficiency cooling system, and a fully enclosed protective structure. It can not only operate independently in the absence of power or power interruptions, but also maintain stable and reliable output performance in variable environments, thus providing a continuous, safe, and efficient water supply for fire protection systems. In terms of the power system, this equipment uses a high-performance diesel engine as the core drive source, possessing powerful… With its powerful output and excellent environmental adaptability, this fire pump can operate stably in high-temperature, low-temperature, and high-humidity environments. Its rapid start-up performance ensures it can quickly enter working condition in the event of a fire or a sudden drop in system pressure. Connected to the pump body via a high-precision coupling, it achieves efficient power transmission while reducing mechanical losses and vibration, thereby extending the overall service life and improving operational stability. In terms of hydraulic performance, this fire pump adopts an optimized centrifugal pump structure. Through meticulous optimization of the impeller geometry and flow channel, the water flow within the pump body is smoother, significantly reducing energy loss and improving overall efficiency. This allows it to achieve high flow rate and high head output with lower fuel consumption, meeting diverse needs. For large-scale fire protection systems, especially in long-distance water transmission or high-rise building water supply scenarios, its stable pressure output capacity ensures that all nodes of the fire protection pipeline network receive sufficient water. In terms of protective design, the equipment is equipped with a fully enclosed box-type structure enclosure made of high-strength steel plates and treated with multiple layers of anti-corrosion coating, giving it excellent rainproof, dustproof, and corrosion-resistant capabilities. It can effectively resist wind, sand, rain, and corrosive gases in the outdoor environment. Meanwhile, the internal structure of the enclosure is rationally laid out to ensure smooth airflow, guaranteeing the equipment’s heat dissipation requirements without compromising overall sealing performance, thus enabling long-term stable operation of the equipment in harsh environments. Regarding noise reduction performance, this protective diesel fire pump equipment… Multiple noise reduction designs significantly reduce operating noise, including the use of high-efficiency sound-absorbing materials inside the enclosure, optimized exhaust system structure, and low-noise fans. These measures effectively control the noise generated during operation, making the equipment particularly suitable for urban areas, commercial projects, and locations with high environmental noise requirements. This noise reduction design not only improves user comfort but also meets relevant environmental protection and noise control standards. Regarding the cooling system, the equipment employs a high-efficiency heat dissipation design. Through the combination of a large-area radiator and a forced air cooling system, the diesel engine can maintain a stable temperature even under prolonged high-load operation, preventing performance degradation or equipment damage due to overheating. Furthermore, the cooling system has a rational layout and is easy to maintain. This design effectively extends the equipment’s operating cycle. Regarding the control system, the equipment is equipped with an intelligent control module, enabling automatic start-up, operation monitoring, and fault alarm functions. When the system detects a fire-fighting requirement, the equipment automatically starts and enters operation. Simultaneously, the control system monitors key parameters in real time, such as oil pressure, water temperature, and speed. In case of any abnormality, the system immediately issues an alarm and takes protective measures, ensuring safe operation. This intelligent control not only improves system response speed but also reduces the risk of human error. In terms of structural stability, the equipment adopts a heavy-duty base design, resulting in a compact overall structure and stable center of gravity. Vibration reduction devices effectively reduce vibrations generated during operation, ensuring the equipment’s stability. The equipment maintains stable operation under various working conditions, which not only improves equipment reliability but also reduces the requirements for installation foundations, making it suitable for a variety of complex site conditions. In terms of materials and manufacturing processes, key components are made of high-strength, wear-resistant materials and manufactured through precision machining and strict quality control processes, ensuring excellent durability and reliability during long-term operation. Even in water sources containing impurities or with a certain degree of corrosiveness, it can still maintain stable performance, thereby reducing maintenance frequency and replacement costs. Regarding installation and maintenance, this protective diesel fire pump adopts a modular design concept, with a clear and reasonable layout of components, making on-site installation simple and efficient. Furthermore, the equipment was designed with full consideration of… Considering future maintenance needs, key components are easily disassembled and replaced, allowing maintenance personnel to quickly complete repairs, significantly reducing downtime and improving system operating efficiency. In terms of application scope, this equipment is widely applicable in petrochemical, power energy, mining engineering, municipal infrastructure, and large commercial buildings. In these scenarios, fire protection systems often face complex environments and high-intensity operational demands, and this equipment, with its superior protective performance and stable output capability, provides reliable protection. From a system safety perspective, this protective diesel fire pump, through multiple protection designs and a highly reliable structure, enables rapid response and continuous operation in emergencies, providing solid support for the fire protection system. Its independent power system… The system ensures normal operation even during power outages, significantly improving overall fire safety. In summary, the protective diesel fire pump equipment, through its efficient hydraulic design, powerful diesel engine, fully enclosed protective structure, and advanced noise reduction technology, achieves comprehensive improvements in efficiency, reliability, and environmental adaptability. It not only meets the high standards required by modern fire protection systems in complex environments but also demonstrates excellent stability and economy during long-term operation. It is one of the crucial pieces of equipment for ensuring fire safety in various engineering projects. As fire protection systems continue to develop towards higher reliability and intelligence, this type of equipment will continue to play a key role, providing safer, more efficient, and more stable fire water supply solutions for various industries.