Auxiliary Jockey Fire Pump Unit to Optimize Main Pump Efficiency and Lifespan
Auxiliary fire-fighting pressure-stabilizing pump units can accurately maintain pipeline pressure, reduce frequent starts of the main pump, improve the stability and service life of the fire protection system, and are suitable for high-rise buildings, industrial and municipal fire protection projects, achieving efficient and energy-saving operation.
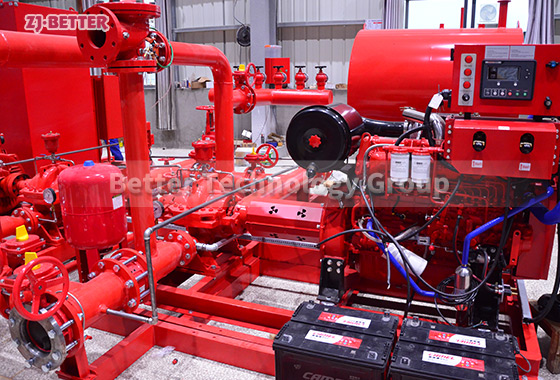
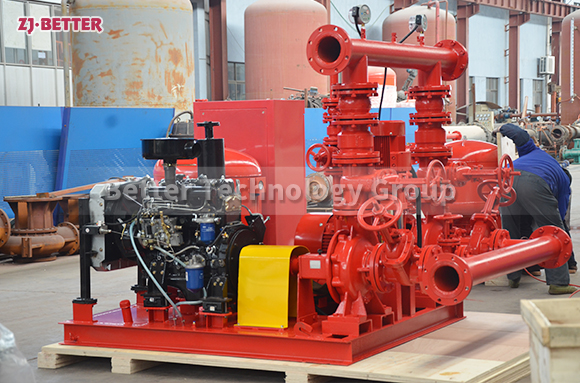
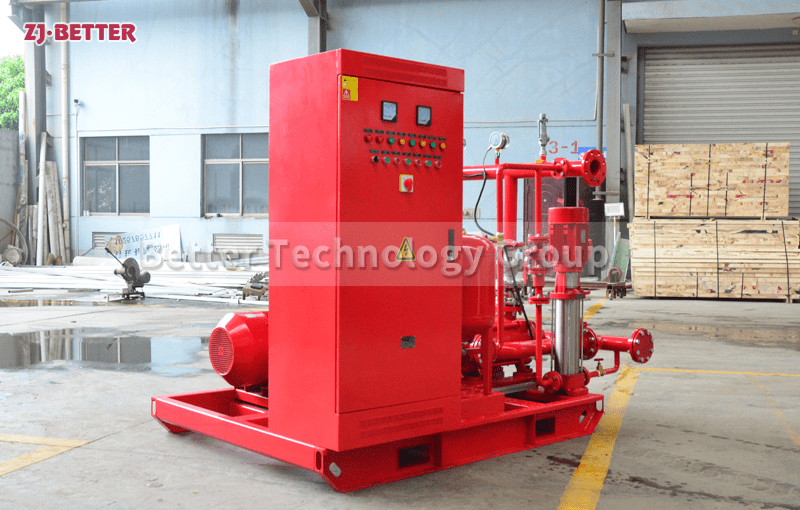
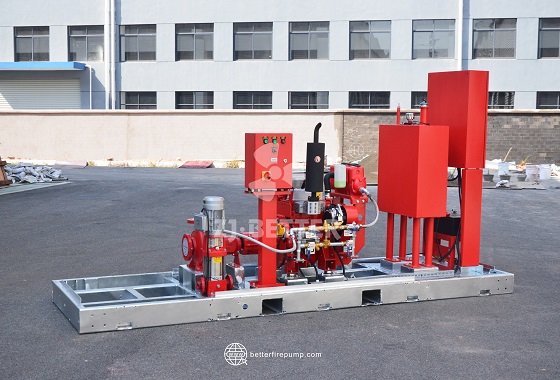
Auxiliary fire-fighting pressure-stabilizing pump units optimize the efficiency and lifespan of the main pump and are an indispensable component of modern fire-fighting water supply systems. Their core function is to maintain stable pipeline pressure during the daily operation of the fire-fighting system, preventing frequent start-stops of the main fire pump due to minor pressure fluctuations. This significantly improves the overall system reliability and equipment lifespan. In practical engineering applications, fire-fighting systems often need to be in a standby state for extended periods. If a minor leak or pressure drop occurs in the pipeline, without a pressure-stabilizing device, the main pump will be frequently triggered and started, increasing energy consumption and accelerating the wear of the main pump’s mechanical components. This auxiliary fire-fighting pressure-stabilizing pump unit is specifically designed to address this issue. Designed to address this issue, this pressure-stabilizing pump unit achieves dynamic pressure balance through precise water replenishment with low flow and high head, keeping the main pump in standby mode and only activating it in the event of a fire or high flow demand. This achieves the dual goals of energy saving and equipment protection. In terms of product structure, this pressure-stabilizing pump unit typically uses a vertical multistage centrifugal pump as the core actuator, featuring small size, high head, and stable operation. It can achieve efficient output within limited space, making it particularly suitable for high-rise buildings and complex pipe network systems. Its multistage impeller structure increases water pressure through step-by-step pressurization, enabling the equipment to output a high head even under low flow conditions, thus achieving precise… The system compensates for pressure loss, and the internal flow channel of the pump body is optimized to reduce hydraulic loss and turbulence, improving overall operating efficiency. In terms of materials and manufacturing processes, key components are made of high-strength, wear-resistant materials and combined with anti-corrosion treatment technology, ensuring stable performance even in environments with long-term contact with water media and preventing performance degradation due to corrosion or scaling. This is especially important for fire protection systems, which are typically idle for extended periods and must operate reliably during critical times. Regarding the control system, this auxiliary pressure-stabilizing pump unit is equipped with a high-sensitivity pressure sensor and intelligent control module, enabling real-time monitoring of pipeline pressure changes and automatic activation when the pressure falls below a set lower limit. The pressure-stabilizing pump automatically stops operation once the pressure returns to the set range, achieving a fully automatic, unattended operation mode. This intelligent control not only improves system response speed but also avoids human error, enhancing overall safety and reliability. Furthermore, the control system can adjust parameters according to actual needs to adapt to the specific requirements of different engineering projects. In terms of energy efficiency, since the pressure-stabilizing pump only operates during low-flow pressure replenishment, its power consumption is far lower than that of the main fire pump. Therefore, it significantly reduces energy consumption during daily operation. Compared to traditional systems without pressure stabilization or poorly designed systems, this equipment significantly reduces energy waste, thereby lowering long-term operating costs, especially for large-scale applications. For fire protection systems in commercial buildings and industrial parks that operate for extended periods, this energy-saving advantage is particularly pronounced. In terms of installation and maintenance, the unit adopts a modular design concept, integrating the pump body, motor, control system, and piping onto a unified base. This results in a compact structure and rational layout, simplifying and facilitating on-site installation. The equipment also features reserved maintenance space, and key components are easily disassembled and replaced, significantly reducing the difficulty and cost of later maintenance. Furthermore, its standardized interface design facilitates rapid integration with existing fire protection systems, improving project implementation efficiency. Regarding operational stability, this auxiliary pressure-stabilizing pump unit effectively reduces operating vibration and noise through optimized rotor dynamic balancing and vibration reduction design. This design ensures stable operation of the equipment over long periods, minimizing its impact on the surrounding environment. It is particularly suitable for locations with high noise control requirements, such as hospitals, commercial complexes, and office buildings. From a system coordination perspective, the pressure-stabilizing pump unit complements the main fire pump. During normal operation, it maintains pressure, while in emergencies, the main pump takes over to supply large volumes of water. This collaborative operation not only improves system efficiency but also enhances overall reliability. This clearly defined operational model has become an important trend in modern fire protection system design. In terms of application scope, this product is widely used in high-rise buildings, residential communities, commercial centers, industrial plants, warehousing and logistics bases, and municipal projects. In various fire protection systems, especially in projects with complex piping networks and stringent pressure requirements, its advantages are even more prominent. It can effectively solve the problem of system pressure fluctuations and ensure that fire protection facilities are always in optimal working condition. In terms of safety design, the equipment is also equipped with multiple protection functions, such as motor overload protection, water shortage protection, and abnormal alarms, to ensure safe operation under various working conditions. At the same time, through reasonable electrical layout and protection design, it improves the system’s anti-interference ability and operational stability. From a long-term use perspective, this auxiliary fire pressure stabilizing pump unit can not only extend the service life of the main pump, but also reduce the overall system failure rate and improve the reliability and stability of the fire protection system. For fire protection projects requiring long-term stable operation, the economic and safety value of auxiliary fire-fighting pressure-stabilizing pump units is significant. In summary, through advanced hydraulic design, intelligent control technology, and high-quality manufacturing processes, auxiliary fire-fighting pressure-stabilizing pump units achieve precise control of fire protection network pressure. This not only effectively avoids frequent main pump starts but also significantly improves system operating efficiency and equipment lifespan. It is a crucial solution for improving performance and reducing costs in modern fire protection systems. As fire protection engineering continues to develop towards intelligence and efficiency, this type of pressure-stabilizing equipment will play an increasingly critical role, providing safer, more stable, and reliable fire protection for various buildings and industrial facilities.