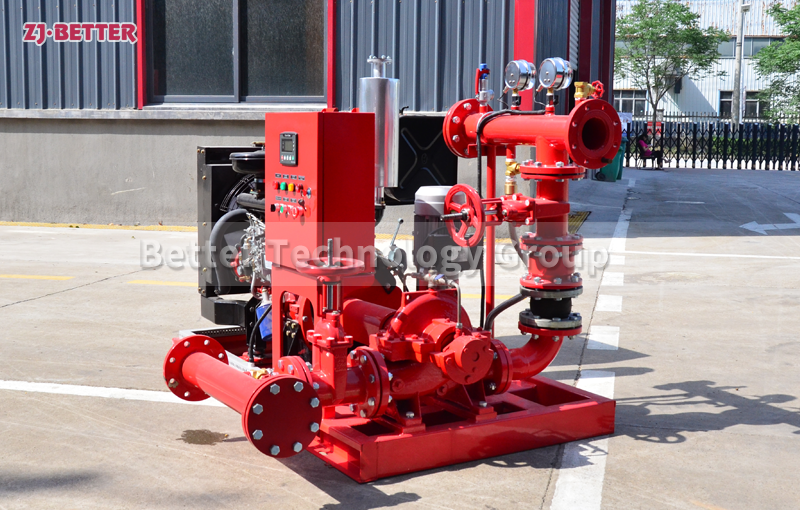
High-Performance Horizontal Diesel Fire Pump with Efficient and Stable Operation
High-performance horizontal diesel fire pumps feature efficient water supply, stable operation, and rapid start-up capabilities. They are suitable for fire protection systems in industrial, municipal, and high-rise buildings, providing reliable emergency protection in environments without power supply, making them an ideal choice for modern fire protection engineering.
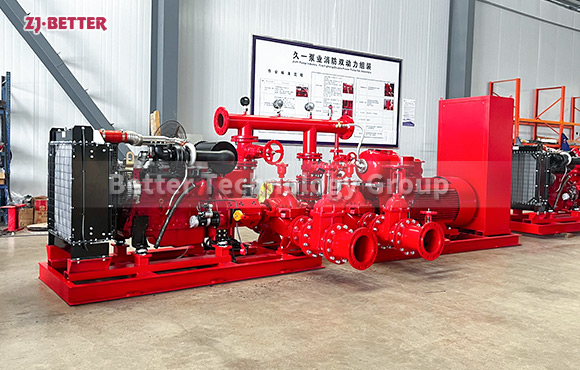
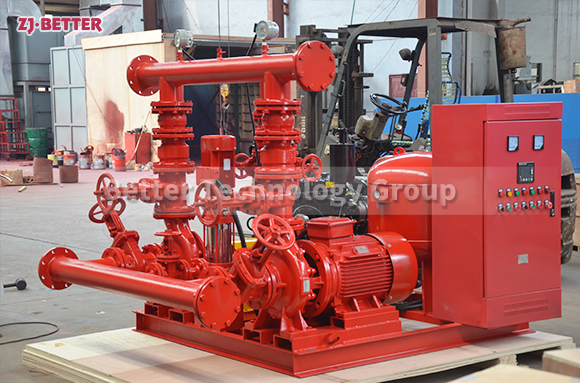
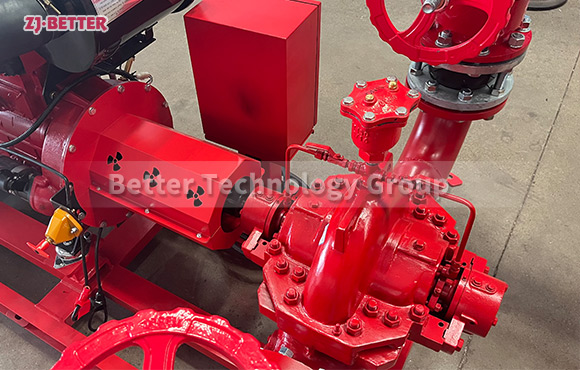
High-performance horizontal diesel fire pumps, balancing efficiency and stable operation, are integrated core water supply equipment designed specifically for the needs of modern complex fire protection systems. They are widely used in industrial parks, large warehousing and logistics centers, high-rise buildings, municipal infrastructure, and high-risk locations such as petrochemical and power plants. In these scenarios, fire protection systems not only need to respond quickly in emergencies but also maintain high reliability and stability during extended standby periods. Diesel engine-driven fire pumps were developed to solve the problem of fire water supply in environments with sudden power outages or unstable power. This product achieves high-efficiency output and long-term stability through advanced structural design and power matching. The perfect combination of operation makes it an indispensable and important component of the fire protection system. In terms of hydraulic performance, this horizontal diesel fire pump adopts an optimized centrifugal impeller structure. Through precise fluid dynamics calculations, the water flow inside the pump body is smoother, significantly reducing hydraulic losses and improving energy conversion efficiency. This allows for higher head performance while ensuring large flow output, meeting the dual requirements of water pressure and flow in different fire protection scenarios. Especially in large buildings or long-distance water supply systems, its stable pressure output ensures that there is still sufficient fire-fighting water at the end of the fire pipeline network. In terms of the power system, this equipment uses a high-performance diesel engine as its drive. The core features rapid start-up, powerful performance, and strong environmental adaptability. Even in extreme weather conditions or without power, it can operate reliably, ensuring the fire protection system is unaffected by external factors during critical moments. A high-precision coupling efficiently transmits power to the pump body, effectively reducing energy loss and mechanical vibration, thus extending the overall service life of the equipment and reducing operating noise. To further enhance stability, the fire pump unit employs a heavy-duty base and vibration damping device in its structural design, making the entire unit more stable during operation and effectively preventing component loosening or performance degradation caused by vibration. The horizontal structural layout also lowers the center of gravity, improving stability and reducing noise. This product enhances operational safety and facilitates installation and maintenance, making it particularly suitable for complex computer room environments. In terms of material selection, key flow components are made of high-strength, wear-resistant materials combined with anti-corrosion treatment, enabling the equipment to adapt to various complex water quality environments. Even in water sources containing corrosive substances or impurities, it maintains stable performance, reducing performance degradation due to wear or corrosion—crucial for long-term fire protection systems. Furthermore, the product employs a high-performance mechanical seal structure in its sealing system, possessing excellent high-temperature and high-pressure resistance, effectively preventing media leakage while reducing maintenance frequency and improving equipment performance. In terms of safety and reliability, the pump maintains excellent sealing even under prolonged standby and sudden start-up conditions, thus avoiding unnecessary malfunction risks. Regarding the control system, the diesel fire pump is equipped with an intelligent control panel, enabling automatic start-up, operation monitoring, fault alarms, and other functions. When the system detects a drop in fire pipeline pressure, the equipment can automatically start and enter a stable operating state within a very short time, ensuring timely fire water supply. The control system also features multiple protection mechanisms, including overspeed protection, low oil pressure protection, and high temperature alarms, comprehensively ensuring safe operation of the equipment under various conditions. In terms of energy saving and environmental protection, optimized combustion efficiency… Matching its power source, this diesel fire pump effectively reduces fuel consumption while ensuring high-performance output, thereby reducing operating costs and emissions. Compared to traditional equipment, it offers significant advantages, especially during long standby periods and periodic testing operations, where its economic performance is even more outstanding. From an installation and maintenance perspective, the unit adopts a modular design concept, with a reasonable layout of major components and a simple connection structure, making on-site installation more efficient. Furthermore, during later maintenance, technicians can quickly inspect or replace key components without large-scale disassembly, significantly reducing maintenance difficulty and downtime, and improving overall operational efficiency. In practical applications, this high-performance horizontal diesel fire pump… The pump can be used not only as the main fire pump but also as a backup pump, forming a dual-safety system with the electric fire pump. It automatically switches operation in case of power failure or system malfunction, providing a higher level of safety for the fire protection system. This redundancy design is particularly important in large industrial projects and high-risk areas. Furthermore, the equipment has excellent environmental adaptability, operating stably in high-temperature, low-temperature, humid, or dusty environments. Its strong adaptability makes it an ideal choice for various complex engineering projects. In terms of quality control, the product undergoes strict high-standard testing procedures during manufacturing, from raw material inspection to overall machine performance testing; every step is rigorously tested. Strict quality control ensures that equipment reaches optimal operating condition before leaving the factory, thus providing users with a reliable user experience. In summary, high-performance horizontal diesel fire pumps, through advanced hydraulic design, powerful power system, stable structural layout, and intelligent control technology, achieve comprehensive improvements in efficiency and stability. They not only meet the demands of modern fire protection systems for high-performance equipment but also demonstrate outstanding reliability in complex environments and emergency situations. They are one of the important pieces of equipment for protecting life and property. In future fire protection engineering construction, these high-performance diesel-driven fire pumps will continue to play a key role, providing safer, more efficient, and more reliable fire water supply solutions for various industries.