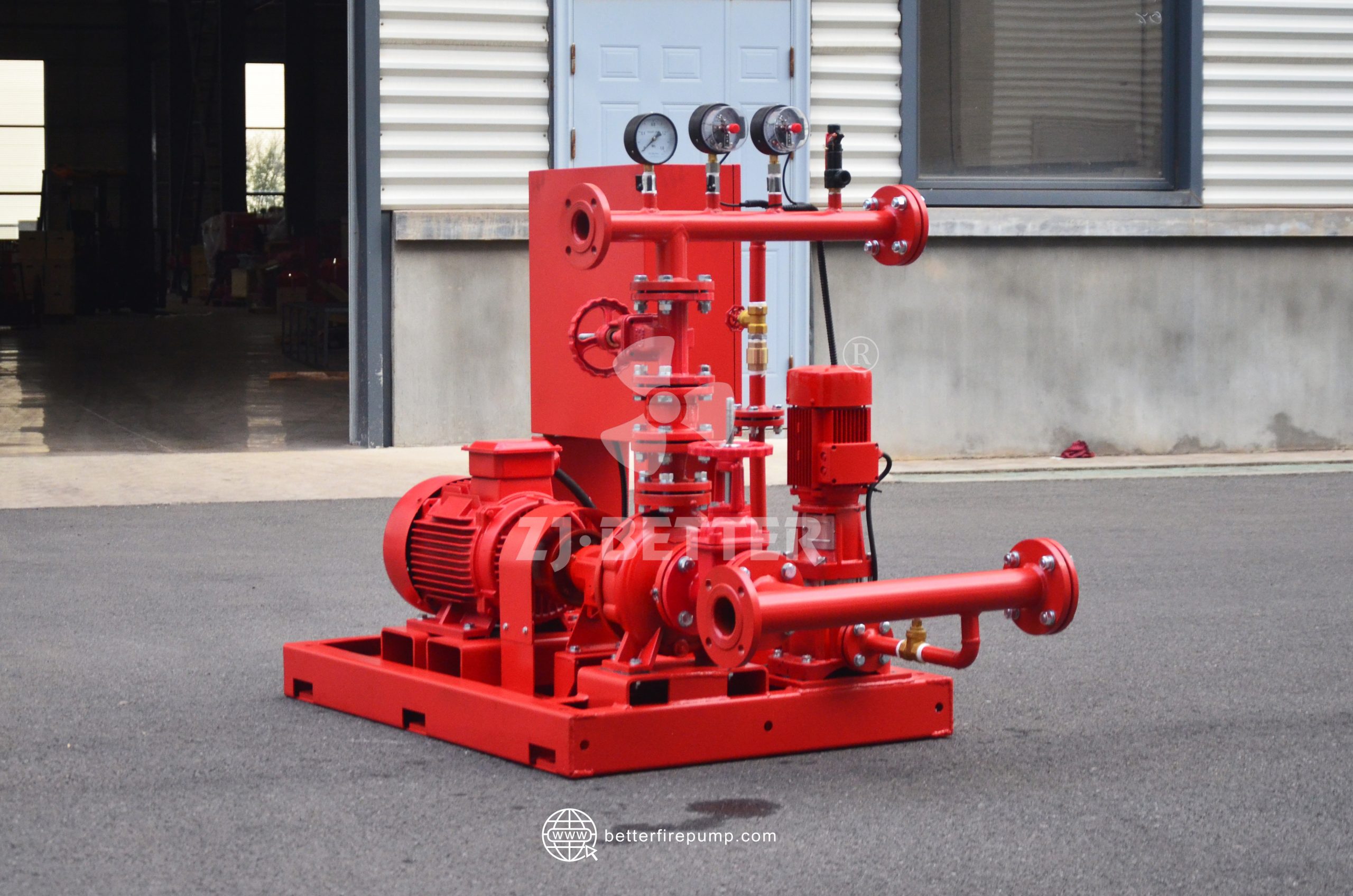
Multi-Function Jockey Fire Pump Unit for Enhanced System Efficiency
The multi-functional pressure-stabilizing fire pump unit integrates a pressure-stabilizing pump, pressure tank and intelligent control system to achieve precise pressure regulation and efficient operation. It is widely used in various fire water supply systems to improve overall efficiency and stability.
In the design and operation of modern fire protection systems, stable pipeline pressure and rapid response capability have become important indicators for measuring system performance. Especially in large industrial projects, commercial complexes, and high-rise buildings, fire water supply systems not only need to provide a large flow and high pressure water source during a fire, but also must maintain stable pipeline pressure under normal conditions to ensure that the entire system is always in a ready-to-respond state. Multifunctional pressure-stabilizing fire pump units are a key type of equipment that has been widely used in this context. By integrating the pressure-stabilizing pump, pressure tank, and intelligent control system into a single design, they achieve continuous regulation and dynamic management of fire pipeline pressure, thereby effectively improving the overall operating efficiency and safety of the fire protection system. The core function of a multi-functional pressure-stabilizing fire pump unit lies in the precise control of pipeline pressure. Under normal operating conditions, fire pipelines often experience pressure fluctuations due to minor leaks, temperature changes, or system adjustments. Without an effective pressure regulating device, the main fire pump will start frequently, increasing energy consumption, accelerating equipment wear, and shortening its service life. The pressure-stabilizing fire pump unit continuously monitors pipeline pressure changes and automatically starts the pressure-stabilizing pump to replenish water and boost pressure when the pressure is lower than the set value. It automatically stops operating after the pressure returns to the set range, thus maintaining stable pipeline pressure. This automatic adjustment mechanism significantly reduces the frequency of main pump starts, improves system operating efficiency, and reduces maintenance costs. In terms of equipment structure, multi-functional pressure-stabilizing fire pump units typically adopt a compact, integrated design, combining the electric pressure-stabilizing pump, pressure tank, control cabinet, and piping components onto a single base. This results in a rational equipment layout, a small footprint, and ease of transportation and installation. The equipment is pre-commissioned at the factory, requiring only simple on-site connections for immediate use, significantly shortening the construction cycle and reducing installation difficulty. This skid-mounted design is particularly suitable for projects with limited space or requiring rapid deployment. Furthermore, its structural stability ensures reliable performance during long-term operation. Regarding hydraulic performance, these units utilize a high-efficiency centrifugal pump as the core component. Through optimized impeller design and flow channel structure, water flow is efficiently transported and pressure is increased within the pump body. Stable operation is maintained even under low-flow conditions, meeting daily pressure stabilization requirements. Simultaneously, its high efficiency helps reduce energy consumption, making the system more economical and energy-saving during long-term operation. As a crucial component of the system, the pressure tank plays a key role in maintaining pressure stability. It stores a certain amount of water and gas, using gas compression and release to buffer pressure fluctuations. When a slight pressure drop occurs in the pipeline network, the pressure tank can prioritize releasing stored water to compensate, thereby delaying or reducing the start-up frequency of the pressure-stabilizing pump. This collaborative mechanism not only improves system response efficiency but also further reduces equipment energy consumption and wear. Regarding the control system, the multi-functional pressure-stabilizing fire pump unit is equipped with an advanced intelligent control cabinet. Pressure sensors monitor system pressure in real time and automatically control the start and stop of the pressure-stabilizing pump according to preset parameters, achieving precise pressure management. The control system has multiple operating modes that can be flexibly adjusted according to different application scenarios. It also features multiple safety functions such as overload protection, phase loss protection, short circuit protection, and fault alarms, enabling timely protective measures to be taken when equipment malfunctions, thus ensuring safe system operation. Furthermore, this control system can be linked with the main fire pump system, automatically switching operating modes during a fire to provide optimal pressure conditions for the main pump’s startup, thereby improving the overall response speed of the fire protection system. In terms of operational stability, the multi-functional pressure-stabilized fire pump unit exhibits excellent performance. Its key components are manufactured using high-quality materials and undergo rigorous testing and inspection, maintaining stable output during long-term operation. Furthermore, the equipment exhibits low vibration and noise under low-load operation, improving the operating environment and enhancing the user experience. Regarding maintenance and upkeep, this type of equipment also offers significant advantages. Its rational structural design and clear component layout facilitate routine inspection and maintenance. The pressure-stabilized pump, motor, and control system can all be maintained independently, reducing downtime and increasing equipment availability. Simultaneously, the pressure-stabilizing system effectively reduces the number of main pump operations, further lowering the overall maintenance cost of the fire protection system. In terms of environmental adaptability, the multi-functional pressure-stabilized fire pump unit can adapt to various complex environments, including high temperature, high humidity, and dusty conditions. Protective measures such as rainproofing, dustproofing, and corrosion protection can be configured according to project requirements, enabling stable operation in harsh environments. For application needs in different regions, this type of equipment can also be customized to meet various special working conditions. In practical applications, multi-functional pressure-stabilized fire pump units are widely used in various fire protection systems, including high-rise buildings, industrial plants, commercial complexes, hospitals, schools, and municipal engineering projects. Through their continuous and stable pressure regulation capabilities, they effectively ensure that the fire pipeline network is always in optimal working condition. During a fire, they provide stable inlet pressure to the main fire pump, thereby improving the overall system response efficiency and fire extinguishing capability. Simultaneously, their energy-saving operation and low maintenance costs bring significant economic benefits to users. With the continuous development of fire protection technology and the improvement of intelligent technology, multi-functional pressure-stabilized fire pump units are also continuously being optimized and upgraded. Real-time management of equipment operation status is achieved through the introduction of remote monitoring systems; system response accuracy is improved through optimized control algorithms; and energy consumption is further reduced through the adoption of more efficient and energy-saving motor and pump designs, thus continuously improving the performance and reliability of the equipment. Overall, the multi-functional pressure-stabilizing fire pump unit achieves efficient switching between daily operation and emergency states of the fire protection system through the coordinated operation of the pressure-stabilizing pump, pressure tank and intelligent control system. It not only improves the overall operating efficiency of the system, but also enhances the stability and safety of water supply, providing a more complete and reliable solution for modern fire protection engineering, and plays an important role in protecting people’s lives and reducing fire losses.