Diesel Fire Pump Power Units Meet Fire Water Supply Needs Across Multiple Industries
The diesel fire-fighting power unit adopts an industrial-grade diesel engine, a high-efficiency centrifugal fire pump, and an intelligent control system. It has advantages such as independent power, automatic start, large flow rate, high head, continuous and stable water supply, and multiple safety protections. It is widely used in petrochemical, power, port, warehousing and logistics, high-rise buildings, municipal engineering, and industrial fire protection systems, providing safe and reliable solutions for fire-fighting water supply in multiple industries.
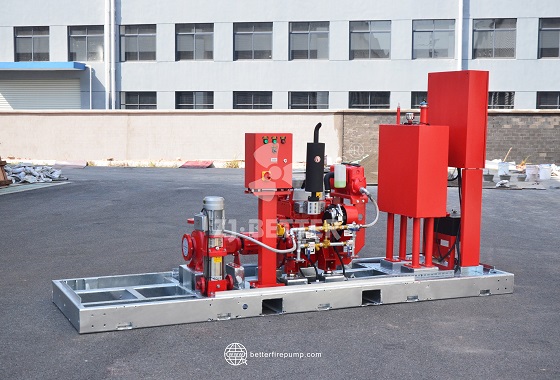
With the continuous development of modern buildings, industrial parks, petrochemicals, power energy, warehousing and logistics, and public infrastructure, fire-fighting water supply systems are facing higher demands on equipment reliability, continuous operation capability, and environmental adaptability. Compared to fire-fighting equipment reliant on municipal power, diesel fire-fighting power units, with their advantages of independent power, automatic start-up, high head, large flow rate, and continuous and stable water supply, have become an important component of many fire-fighting projects. This equipment integrates a diesel engine, fire-fighting centrifugal pump, intelligent control cabinet, pressure stabilization system, and piping components into a common base, forming a complete fire-fighting water supply solution. It not only meets the daily standby requirements of fixed fire-fighting systems but can also be quickly put into operation during power outages or emergencies, providing reliable protection for fire safety in various industries.
The biggest advantage of diesel fire-fighting power units lies in their independent power system. Driven by an industrial-grade diesel engine, the equipment does not rely on an external power grid. It can quickly start and continuously supply water in the event of a power outage, natural disaster, or emergency, effectively preventing fire-fighting system failure due to power failure. The optimized engine features rapid start-up, ample power reserve, reasonable fuel consumption, and strong continuous operation capability, meeting long-term fire water supply needs and providing stable and reliable fire protection for critical locations.
The fire pump section adopts a high-efficiency centrifugal pump design with optimized flow path calculations and a precision-machined impeller, achieving stable high-flow-rate and high-head output. The equipment can be configured with different performance parameters according to various project requirements, meeting the fire water supply needs of high-rise buildings as well as fire protection systems requiring long-distance, high-pressure water supply in large industrial plants, oil tank areas, ports, and warehousing and logistics centers. Stable pressure output not only improves fire extinguishing efficiency but also ensures the continuous and reliable operation of the entire fire pipeline network in emergency situations.
The intelligent control system further enhances the automation level of the equipment. The control cabinet can monitor engine operating status, water pressure, water temperature, oil pressure, battery voltage, and equipment operating parameters in real time, and has functions such as automatic start-up, automatic shutdown, fault alarm, over-temperature protection, low oil pressure protection, overspeed protection, and charging management. When the fire protection system detects a pressure drop or receives a start signal, the equipment can quickly start up and enter water supply mode, achieving unattended automatic operation, reducing manual intervention, and improving the response speed of the fire protection system.
To ensure long-term stable operation, the unit adopts a high-strength steel structure base and a modular layout design. The engine, fire pump, control cabinet, and accessories are rationally installed, with each functional area operating independently, facilitating transportation, installation, and maintenance. The base has excellent vibration resistance, effectively reducing operating vibration and improving overall equipment stability. The open structure also provides ample maintenance space, facilitating daily maintenance, upkeep, and parts replacement, shortening downtime, and reducing later maintenance costs.
The equipment is equipped with a complete cooling system and heat dissipation device, which can continuously adjust the engine’s operating status according to the ambient temperature, ensuring stable performance even during long-term continuous operation. Even in high-temperature, high-humidity, dusty, or harsh industrial environments, it can maintain reliable power output, meeting the continuous water supply requirements of large-scale fire protection projects. Meanwhile, key components are made of corrosion-resistant and wear-resistant materials, improving the equipment’s anti-aging capabilities and service life, reducing long-term operating costs.
Safety protection functions are also an important part of the diesel fire protection power unit. The equipment is equipped with multiple protection systems, including oil pressure monitoring, coolant temperature monitoring, battery charging monitoring, fuel status monitoring, and an emergency shutdown device. When abnormalities occur during equipment operation, it can promptly alarm and take protective measures to prevent the fault from escalating and ensure the safe operation of the unit and the fire protection system. This comprehensive protection design not only improves equipment reliability but also enhances the overall safety level of the fire protection system.
Due to its excellent environmental adaptability and stable water supply performance, diesel fire-fighting power units are widely used in various industries such as petrochemical enterprises, power facilities, steel metallurgy, airports, ports, rail transit, large commercial complexes, high-rise residential buildings, hospitals, schools, data centers, logistics warehouses, and municipal fire protection projects. For critical locations where fire water supply cannot be interrupted, diesel fire-fighting power units can serve as primary or backup fire water supply equipment, playing a vital role in critical moments to ensure the continuous and stable operation of the fire protection system.
With the development of smart fire protection, modern diesel fire-fighting power units can also be equipped with remote communication interfaces to achieve linkage with the fire control center, supporting equipment status monitoring, remote alarms, operation data recording, and maintenance management. Management personnel can monitor equipment operation in real time, proactively identify potential faults, optimize maintenance plans, improve equipment management efficiency, and provide more comprehensive technical support for the construction of smart fire protection systems.
In summary, diesel fire-fighting power units, with their advantages of independent power, high-efficiency fire pumps, intelligent control, automatic start-up, continuous water supply, stability, reliability, and convenient maintenance, can meet the fire-fighting water supply needs of multiple industries and scenarios. Whether for industrial fire protection, high-rise building fire protection, municipal engineering, or public infrastructure construction, they can provide continuous, safe, and efficient fire-fighting water supply. As fire safety standards continue to rise and the demand for intelligent management continues to grow, diesel fire-fighting power units will play an even more important role in future fire protection projects, providing long-term stable power support for modern fire-fighting water supply systems.


.jpg)