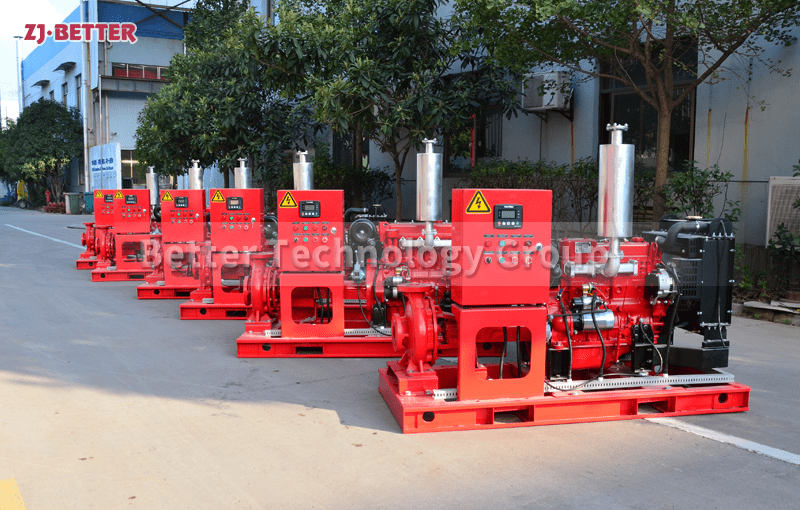
Diesel Fire Water Pump with Intelligent Pressure Maintenance Technology
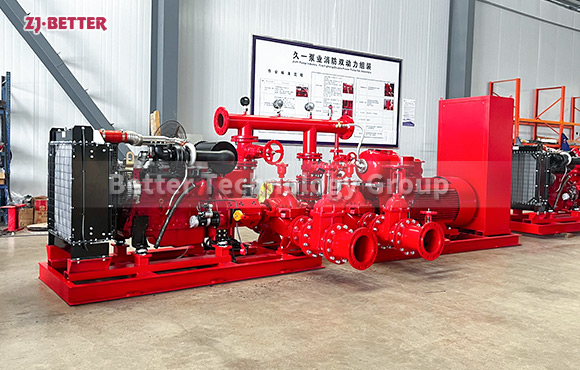
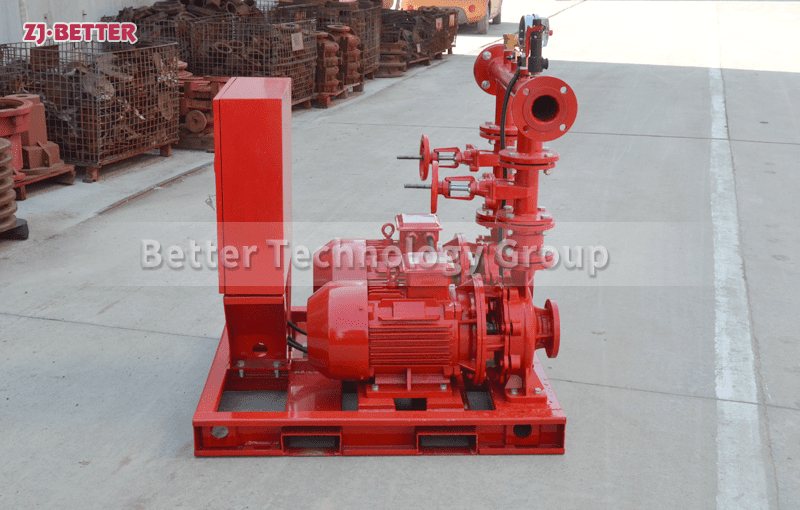
The intelligent pressure-stabilizing diesel fire water supply pump integrates a diesel fire pump, a vertical pressure-stabilizing pump, a pressure tank, and an intelligent control system. It features automatic pressure stabilization, independent diesel drive, rapid start-up, large-flow water supply, continuous operation, and intelligent monitoring. It is widely used in petrochemical, power, industrial parks, high-rise buildings, warehousing and logistics, airports, and municipal fire protection projects, providing a highly reliable and efficient overall solution for modern fire water supply systems.
As modern industrial fire protection systems continue to evolve towards intelligence, high reliability, and automation, fire water supply equipment not only needs to quickly establish a stable water supply capacity during a fire, but also must maintain stable fire pipeline pressure during normal standby to ensure the entire fire protection system is always in optimal working condition. The intelligent pressure-stabilizing technology diesel fire water supply pump integrates a diesel fire pump, a vertical pressure-stabilizing pump, a pressure tank, an intelligent control cabinet, pressure monitoring instruments, and fire pipelines, organically combining emergency water supply with daily pressure stabilization functions to form a complete fire water supply solution. During normal standby, the pressure stabilizing system automatically maintains the fire pipeline pressure. When the system pressure drops due to temperature changes, minor leaks, or pipeline pressure fluctuations, the vertical pressure-stabilizing pump can automatically start based on pressure sensor feedback, quickly restoring the set pressure. This avoids frequent starts of the diesel fire pump, effectively reducing equipment wear and extending the service life of the entire fire protection system. When a fire occurs or the fire control center issues a start signal, the diesel engine can quickly start and drive the high-efficiency centrifugal fire pump to continuously output large flow rates and high head fire-fighting water. Even if the external power supply is interrupted, the equipment can still operate continuously and stably relying on independent diesel power, providing reliable water supply for automatic sprinkler systems, indoor and outdoor fire hydrant systems, and fixed fire-fighting facilities. The fire pump adopts an advanced hydraulic model design, and the impeller is precision-machined and dynamically balanced. The internal flow channel is optimized to effectively reduce hydraulic losses and improve delivery efficiency. While ensuring a large flow rate output, it maintains a stable head and pressure, meeting the water supply needs of various fire protection projects such as large industrial parks, petrochemical plants, power facilities, warehousing and logistics centers, ports, airports, high-rise buildings, and large public facilities. The diesel engine features ample power reserves, excellent fuel economy, strong continuous operation capability, and a wide range of environmental adaptability. It can maintain stable operation under high temperature, low temperature, high humidity, dust, and complex working conditions, and is equipped with an efficient cooling system, a large-capacity fuel supply system, and a complete lubrication system to ensure good power output performance even during long-term continuous operation. The intelligent control system integrates functions such as automatic start/stop, automatic inspection, operation monitoring, pressure setting, fault alarm, data recording, and remote communication. It can monitor engine speed, oil pressure, coolant temperature, battery status, fire hydrant network pressure, and equipment operating status in real time. When an abnormality is detected, it promptly alarms and activates protection procedures, improving equipment safety and reliability. The pressure tank, as a crucial component of the pressure stabilization system, stores a certain amount of pressure energy, buffering instantaneous pressure changes in the fire hydrant network, reducing water hammer impact, and minimizing frequent equipment start/stop, resulting in smoother fire hydrant system operation. It also effectively protects valves, pipelines, and fire hydrant equipment. The entire unit utilizes a high-strength steel structure base, with a compact and rational layout of each system, facilitating transportation, hoisting, and on-site installation. Its small footprint makes it suitable for new construction projects and upgrades of existing systems. The modular design makes maintenance of the diesel engine, fire pump, pressure stabilizing pump, control cabinet, and various accessories more convenient. Technicians can quickly complete daily inspections, maintenance, and replacement of vulnerable parts, effectively shortening maintenance time and reducing subsequent operating costs. Key components are manufactured using wear-resistant and corrosion-resistant materials. Mechanical seals, bearings, and transmission systems undergo rigorous durability testing, ensuring they can withstand long-term continuous operation and extending the overall service life of the machine. The equipment can also be flexibly configured with flow rate, head, pressure rating, and control methods according to different project requirements. It can form a complete automatic fire water supply system with fire water tanks, fire reservoirs, electric fire pumps, and fire alarm systems, achieving intelligent linkage control and multi-level water supply assurance. Leveraging its comprehensive advantages such as independent diesel power, intelligent pressure stabilization control, large-flow water supply, high reliability, rapid response, continuous operation, convenient maintenance, and adaptability to complex environments, the intelligent pressure-stabilizing diesel fire water pump effectively improves the overall operating efficiency and emergency response capabilities of fire water supply systems, providing safer, more efficient, and more stable fire water supply solutions for modern industrial buildings, commercial complexes, and various key fire protection projects.