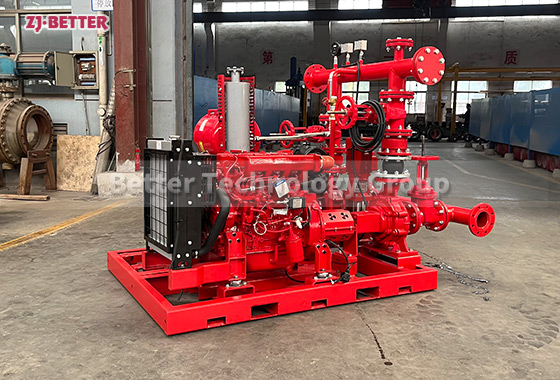
Horizontal Split Case Diesel Fire Pump Unit for High Flow Stable Water Supply
The horizontal split-type diesel fire pump unit has a large flow rate and highly stable water supply performance, supports independent operation in power outage environments, and is suitable for industrial, municipal and large-scale fire protection engineering systems.
The horizontal split-type diesel fire pump unit achieves high-flow, stable water supply performance and is a core fire-fighting equipment designed specifically for various large-scale fire-fighting systems and environments with high-intensity water supply demands. This unit efficiently matches a high-performance diesel engine with a horizontal split-type centrifugal pump, combined with an advanced control system and a comprehensive fuel and cooling system, forming a highly reliable water supply solution capable of independent operation under various complex conditions. It is particularly suitable for critical areas such as industrial facilities, municipal engineering, large-scale warehousing and logistics centers, petrochemical enterprises, and high-rise buildings in environments with unstable or no power supply. In these application scenarios, the fire-fighting system not only requires the equipment to… Rapid startup in emergency situations requires sustained, stable high-flow output over extended periods. Horizontal split-type diesel fire pump units meet this need through their superior structural design and performance advantages. From a structural design perspective, this unit adopts a classic horizontal split-type pump body structure with the pump casing axially split, facilitating easy inspection and maintenance of the internal impeller and flow channel components. This design significantly improves equipment maintenance efficiency and reduces downtime, which is particularly important in large-scale engineering projects. Simultaneously, the split structure ensures more even stress distribution on the pump body, maintaining good stability under high-flow operating conditions, thereby extending the equipment’s lifespan. Service life; In terms of hydraulic performance, the unit adopts a double-suction impeller design, allowing water to enter the impeller center from both sides simultaneously, thereby achieving a larger flow output under the same rotational speed. This also effectively reduces axial force, decreases bearing load, and improves operational stability. This structure is particularly suitable for fire protection systems requiring large-flow water supply, such as large warehouse sprinkler systems and municipal fire protection networks. Furthermore, optimized flow channel design reduces water flow turbulence and energy loss, ensuring high efficiency even under high load operation. Regarding the power system, the diesel engine serves as the core power source, possessing strong torque output and excellent environmental adaptability. It can withstand power outages or… Even with unstable power supply, it can operate independently, providing continuous power support to the fire protection system. The engine is specially tuned to achieve optimal matching with the pump’s characteristics, ensuring stable operation under various conditions and guaranteeing uninterrupted water supply. Regarding start-up performance, the unit features rapid start-up capability, quickly entering working state upon receiving a start signal and establishing the required pressure and flow in a very short time, thus buying valuable time for the fire protection system—a crucial feature in the event of a sudden fire. In terms of the control system, the equipment is equipped with an intelligent control cabinet, using multiple sensors to monitor key parameters such as pressure, speed, temperature, and oil pressure in real time. The system can promptly issue alarms and take protective measures when abnormalities occur. It also supports automatic start-up and remote monitoring functions, making equipment operation more intelligent and efficient, reducing manual intervention and improving overall system reliability. Regarding the cooling system, the unit adopts a high-efficiency heat dissipation design. Through the rational configuration of the radiator and fan, the diesel engine maintains a suitable operating temperature during long-term high-load operation, thus avoiding performance degradation or equipment damage due to overheating. This is particularly important for fire protection systems with high continuous operation requirements. In terms of the fuel system, the unit is equipped with a stable and reliable fuel supply device, capable of continuously providing fuel support during long-term operation. Simultaneously, it optimizes combustion efficiency, improving fuel utilization and reducing fuel consumption while ensuring high-performance output, thereby enhancing overall economy. Regarding installation and adaptability, the unit adopts a modular base design with a rational layout of components, facilitating transportation and on-site installation. It can also be flexibly configured to meet different project requirements, including flow rate, head, and control methods, giving it excellent adaptability to various application scenarios. In terms of durability, key components are made of high-strength, wear-resistant materials and undergo strict quality control, enabling long-term stable operation in complex environments such as high temperature, high humidity, and dust, reducing the probability of failure and thus improving overall efficiency. System reliability; in terms of safety performance, the unit is equipped with multiple protection mechanisms, including overspeed protection, low oil pressure protection, and high temperature protection, which can automatically shut down or sound an alarm in abnormal situations, thereby avoiding equipment damage and ensuring system safety; in terms of maintenance and management, the split structure and reasonable layout design make daily maintenance more convenient, allowing maintenance personnel to quickly complete inspections and repairs, thereby reducing downtime and lowering maintenance costs; in terms of application scope, this horizontal split-type diesel fire pump unit is widely used in fire protection systems requiring large-flow water supply, such as large industrial facilities, municipal water supply systems, and high-rise building fire protection projects, etc. This unit provides stable and reliable water supply support, ensuring the normal operation of the fire protection system at critical moments. From the perspective of the overall system, the unit achieves a comprehensive improvement in high flow rate and stable water supply performance through the organic combination of efficient hydraulic design, powerful power system and intelligent control technology. It not only meets the needs of modern fire protection engineering for high-performance equipment, but also demonstrates excellent reliability and adaptability in complex environments. It is one of the indispensable important equipment in large-scale fire protection systems. In the future trend of fire protection equipment developing towards higher efficiency and intelligence, this type of unit will continue to play an important role in providing safer, more stable and efficient fire water supply for various engineering projects.