Installation and Maintenance Advantages of Modular Enclosed Diesel Fire Pumps
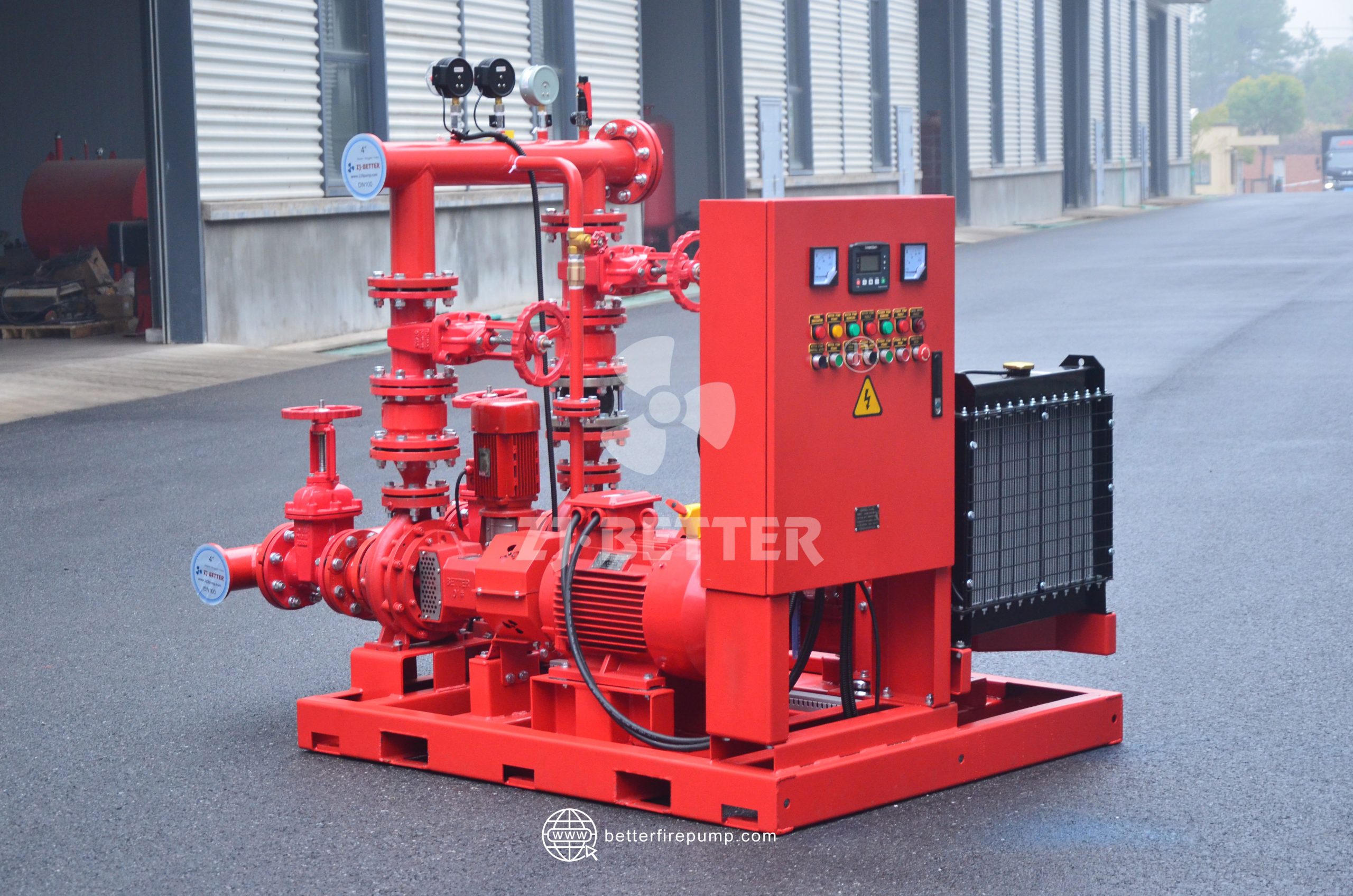
Modular enclosed diesel fire pump with a compact structure, quick installation, and stable operation. It features low noise, corrosion resistance, and high energy efficiency, making it suitable for various locations such as high-rise buildings, industrial parks, ports, and chemical plants, ensuring safe and reliable emergency water supply in the event of a fire.
The modular enclosed diesel fire pump is a comprehensive fire water supply solution that integrates high performance, ease of maintenance, and safety protection. By combining modular design principles with a fully enclosed structure, it achieves comprehensive advantages in installation, operation, maintenance, and long-term use. This equipment uses a diesel engine as its power core, supplemented by high-efficiency centrifugal pumps or multistage pumps, enabling independent operation in the absence of power supply or during emergency power outages. It provides stable and reliable pressure assurance for fire water supply systems in various locations. The modular concept means the entire unit is composed of multiple independent functional modules, including the power module, pumping module, control module, fuel supply module, and enclosed housing module. Each module is standardized and tested during manufacturing, significantly simplifying installation. Users only need to perform basic mounting and connect a few pipes and electrical components on-site to put the unit into operation, which is particularly advantageous for projects with tight construction schedules and complex on-site conditions. The fully enclosed structure enhances the equipment’s safety and durability. The unit’s outer shell is made of high-strength steel plates of appropriate thickness and treated with a corrosion-resistant coating, effectively resisting environmental factors such as rain, dust, and salt fog. It also has a high protection rating, preventing foreign objects from entering the engine compartment and affecting equipment operation. The interior of the enclosed housing has been acoustically optimized, featuring multiple layers of sound-insulating materials and a scientifically arranged ventilation and sound-dampening system, significantly reducing noise levels during diesel engine operation. This makes it suitable for applications in residential areas, commercial centers, hospitals, schools, and other environments with strict noise requirements. In terms of performance, the modular enclosed diesel fire pump has been optimized for matching power output with flow rate and head. The diesel engine incorporates advanced technologies such as direct injection and turbocharging, enhancing fuel efficiency while ensuring stable power output even under high loads. The pump body is primarily constructed from wear-resistant cast iron or stainless steel, with impellers undergoing dynamic balancing and corrosion-resistant coating treatment to maintain high efficiency and stability during long-term operation. The control system is integrated into an independent control cabinet, utilizing PLC or microprocessors as the core, and offers multiple functions such as automatic start-up, manual control, remote monitoring, and automatic switching. It can also be integrated with building automation systems or fire monitoring platforms to enable real-time monitoring of fire pump status and data collection. In terms of safety design, the equipment is equipped with multiple protective functions such as low oil pressure alarm, high water temperature alarm, overspeed protection, and low fuel level alarm. In the event of an abnormal situation, the system will automatically issue an alarm and take corresponding measures to effectively prevent equipment damage and delays in firefighting operations. In terms of maintenance, the modular design greatly facilitates subsequent repairs and maintenance. Each functional module can be disassembled or replaced individually without the need for large-scale disassembly of the entire unit, significantly reducing maintenance time and labor costs. The fuel system design also prioritizes ease of maintenance, with fuel filters, fuel pumps, and fuel lines arranged reasonably and easily replaceable, ensuring stable and clean fuel supply and extending engine lifespan. Another major highlight of the modular enclosed diesel fire pump is its wide range of applications. It is not only suitable for conventional locations such as high-rise buildings, industrial parks, warehousing and logistics centers, and ports and terminals, but can also operate stably in complex and harsh environments such as chemical plants, mining areas, and oil fields. Due to its protective housing and noise-reduction features, it is also suitable for installation in outdoor open spaces, capable of withstanding extreme weather conditions such as high temperatures, low temperatures, strong winds, and heavy rain. The equipment also supports customized design, allowing adjustments to flow rate, head, control methods, and housing structure based on user requirements. For example, explosion-proof design, insulation layers, and mobile chassis can be added to ensure optimal performance in special operating conditions. In terms of energy efficiency and environmental protection, the optimized combustion efficiency of the diesel engine and the application of exhaust emission treatment devices enable the equipment to provide powerful performance while reducing fuel consumption and emissions, meeting increasingly stringent environmental standards. The enclosed housing also minimizes the impact of exhaust emissions and noise from the diesel engine on the surrounding environment during operation, thereby providing strong support for the development trend of green and energy-efficient firefighting equipment. In summary, the modular enclosed diesel fire pump, with its compact structure, comprehensive functionality, quick installation, stable operation, convenient maintenance, and strong adaptability, has become an indispensable component in modern fire protection systems. Whether in new construction projects or renovations of existing fire protection systems, it delivers outstanding performance and safety assurance, providing users with continuous, stable, and efficient fire water supply solutions. This enables it to play a critical role in firefighting emergencies, ensuring the safety of lives and property.