High Head Deep Well Fire Pump Unit for Large-Scale Fire Protection Projects
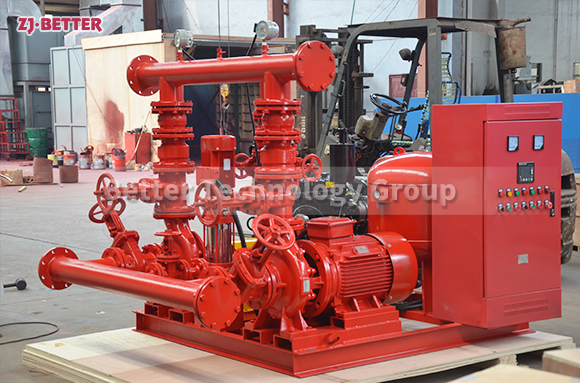
High-lift deep well fire pump units are designed for large-scale projects and feature deep well water intake, high-pressure long-distance water supply, and stable operation. They are suitable for fire protection systems in industries, ports, and high-rise buildings, providing reliable and efficient fire water supply solutions.
With the increasing scale, height, and complexity of modern large-scale engineering projects, the challenges faced by fire-fighting water supply systems are becoming increasingly severe. This is especially true in large industrial parks, petrochemical bases, ports, power facilities, and super high-rise building complexes, where conventional surface water sources or municipal water supply often cannot meet the high-intensity, long-term fire-fighting demands. How to reliably obtain sufficient water from deep groundwater or distant water sources and achieve high-pressure transmission has become a key aspect of fire-fighting system design. Against this backdrop, high-lift deep well fire pump units, with their superior water intake capacity and stable high-pressure transmission performance, have gradually become one of the core devices in fire-fighting water supply systems for large-scale projects. These devices separate the power unit from the underwater pump body through a vertical long-shaft structure, allowing the pump unit to directly penetrate into the water source for pumping, thereby effectively solving the problem of limited suction head of traditional pump equipment and achieving efficient utilization of various water sources such as deep wells, rivers, lakes, and even seawater. The core advantage of high-lift deep well fire pump units lies primarily in their outstanding lift capacity. Through a multi-stage impeller series design, the water flow is pressurized step by step within the pump body, enabling the equipment to output a stable and high-pressure water flow even at deep water intake locations. This is particularly important for scenarios requiring the delivery of fire-fighting water to high-rise buildings or over long distances, ensuring sufficient pressure in the fire pipeline network even at the most unfavorable points, meeting the requirements of sprinkler and fire hydrant systems. Simultaneously, its large flow rate design can provide ample water supply in a short time, providing reliable assurance for initial fire control and continuous fire suppression. In terms of structural design, these units adopt a vertical long-shaft structure, with the motor or diesel engine mounted on the ground and connected to the underwater pump body via the long shaft. This design not only avoids the suction head limitation problem of traditional centrifugal pumps but also makes the equipment more stable and reliable in operation, while reducing cavitation and improving overall efficiency and service life. The long shaft is typically made of high-strength materials and undergoes precision machining and dynamic balancing to ensure good stability and low vibration levels during high-speed operation, thereby reducing mechanical wear and extending the equipment’s service life. In terms of materials and protection, high-lift deep well fire pump units are optimized for complex water source environments. Their underwater pump bodies and key components are typically made of corrosion-resistant materials, such as stainless steel or special alloys, to meet the long-term needs of groundwater, seawater, or water sources containing impurities. Simultaneously, the bearings and sealing systems are reinforced to effectively prevent moisture and impurities from entering critical parts, ensuring long-term stable operation. This high-durability design is particularly important for large-scale projects, significantly reducing equipment failure rates and maintenance frequency. Regarding operational performance, these fire pump units possess excellent stability and continuous operating capability. Their power system can be flexibly configured with either an electric motor or diesel engine drive according to project requirements. In scenarios with a stable power supply, electric drive can be used for efficient and energy-saving operation, while in remote areas or environments with unstable power, diesel engine drive can be selected to achieve independent operation capability, ensuring the fire protection system can operate normally under any circumstances. The units also support an automatic control system, enabling automatic pressure regulation, remote monitoring, and fault alarm functions, making the entire fire water supply system more intelligent and efficient. In the event of a fire, it can respond quickly and enter a stable operating state, significantly improving emergency response capabilities. In terms of installation and construction, high-lift deep well fire pump units also have significant advantages. Their modular design ensures that the equipment undergoes overall commissioning and performance testing before leaving the factory. On-site installation only requires connecting the equipment inside the well to the ground equipment, significantly shortening the construction cycle and reducing installation difficulty. This makes them particularly suitable for large-scale projects with tight schedules or scenarios requiring rapid deployment. Furthermore, the equipment occupies a small area, effectively saving machine room space and improving overall layout efficiency. Regarding maintenance and management, these units are designed with long-term operational needs in mind. The ground-level equipment facilitates daily inspection and maintenance, and key components can be replaced quickly and easily. Simultaneously, an intelligent monitoring system allows for real-time monitoring of equipment operation, enabling preventative maintenance, reducing the probability of sudden failures, thereby improving system reliability and reducing operating costs. For large-scale projects, this high maintainability and low failure rate are of significant value. In terms of environmental adaptability, high-lift deep well fire pump units can adapt to a variety of complex working conditions, including high temperature, low temperature, high humidity, and corrosive environments. Their structure and material design can be customized according to specific project needs, such as adding anti-corrosion coatings, using special sealing materials, or configuring motors and control systems with higher protection levels. This ensures stable operation of the equipment even under extreme conditions. This flexibility allows for wide application in various fields such as petrochemicals, power energy, mining, and ports. In practical applications, this type of equipment effectively solves the problem of insufficient fire-fighting water supply or inadequate water pressure in large projects by efficiently utilizing groundwater or remote water sources. It also reduces dependence on municipal water supply systems, improves the independence and safety of the overall system, and can continuously provide a stable water source during a fire, ensuring smooth firefighting operations and minimizing fire damage. With the increasing demands for fire safety in large-scale engineering projects, high-lift deep well fire pump units are gradually becoming an important component of modern fire water supply systems due to their efficient water intake capacity, high-lift output, stable operation performance, and good environmental adaptability. They not only meet the fire protection needs under complex working conditions, but also continuously improve the overall system performance through technological innovation and structural optimization. In future development, this type of equipment will continue to develop towards higher efficiency, intelligence, and energy conservation, providing more reliable fire water supply solutions for various large-scale projects and playing an even more important role in protecting personnel safety and corporate asset security.