Electric Fire Pump Set Integrated High-Pressure Fire Water Supply System
Electric Fire Pump Set with integrated high-pressure water supply system, featuring multistage centrifugal pump, motor drive, intelligent control panel, and complete valve assembly. Designed for reliable, high-flow and stable fire protection performance in high-rise buildings, commercial complexes, industrial facilities, warehouses, and municipal fire systems. Energy-efficient, durable, and easy to install.
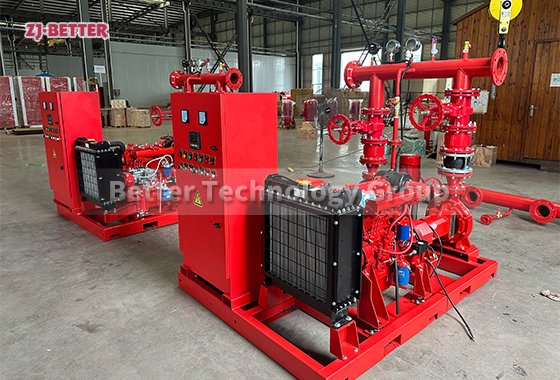
As the core power unit in modern building fire water supply systems, the complete electric fire pump unit adopts an integrated design concept, highly integrating the horizontal multi-stage fire pump, motor drive system, intelligent control cabinet, inlet and outlet pipeline components, valve and instrument system, and heavy-duty base structure. This ensures the equipment is ready for operation upon leaving the factory, allowing direct connection to the building’s fire protection network, significantly shortening the installation cycle and improving project delivery efficiency. This type of electric fire pump unit is specifically designed for high-pressure fire water supply environments, rapidly establishing stable water pressure and continuous flow during a fire, ensuring the stable operation of fire hydrant systems, automatic sprinkler systems, water curtain systems, and other fire protection terminal equipment. The entire system achieves an ideal balance between flow rate and head output through scientific matching of the pump body hydraulic model and motor power parameters, maintaining high efficiency while ensuring high head capacity. This meets the stringent requirements of large commercial complexes, high-rise buildings, industrial plants, warehousing and logistics centers, and municipal fire protection projects for high-pressure, high-flow water supply. The core pump body adopts a multi-stage centrifugal structure design, using multiple impellers connected in series to progressively increase pressure, meeting the needs of long-distance water delivery and high-rise water supply. The hydraulic channel has undergone precise optimization to effectively reduce fluid turbulence and energy loss, improve overall hydraulic efficiency, and reduce long-term operating costs. The pump body is made of high-strength cast iron or ductile iron, possessing excellent pressure resistance and wear resistance, maintaining structural stability under long-term high-pressure operation, and extending service life. The impeller undergoes dynamic balancing, resulting in low operating vibration and excellent noise control, making it suitable for building pump room systems with high requirements for the operating environment. The motor adopts a high-efficiency and energy-saving design, possessing excellent starting performance and continuous operation capability. It can quickly reach rated speed upon activation of the fire protection system, ensuring rapid water pressure increase and avoiding the impact of start-up delays on fire extinguishing efficiency. The entire unit is equipped with an intelligent control cabinet, integrating automatic start-stop control, pressure monitoring, fault alarm, phase loss protection, overload protection, and remote signal interface functions. It can automatically determine the starting conditions based on the pipeline pressure, realizing unattended automatic operation mode, improving system reliability and safety. The control system is highly responsive. When a pressure drop to the set value is detected, the main pump quickly starts and operates stably. Once the pressure returns to normal, it automatically shuts down or enters standby mode according to the set logic, ensuring the fire protection system is always in optimal working condition. The piping system uses a flange connection structure with a compact and reasonable layout, facilitating installation and maintenance. Inlet and outlet valves are equipped with check valves, gate valves, and pressure gauges for easy on-site commissioning and operational monitoring. The base adopts an integral welded steel structure design, possessing excellent rigidity and load-bearing capacity. It effectively absorbs equipment vibration during operation, ensuring the stability of the entire system and facilitating hoisting and on-site positioning. The unit’s design fully considers system compatibility, allowing for different flow rate and head specifications to be configured according to different project requirements, adapting to various fire protection codes and engineering standards. Before leaving the factory, the equipment undergoes rigorous performance testing, including water pressure testing, flow rate testing, efficiency testing, and electrical safety testing, ensuring that each system meets design parameter standards. The integrated design not only improves construction efficiency but also reduces on-site installation errors and lowers the risk of performance loss due to unreasonable piping layout. For fire protection systems requiring long-term standby operation, this electric fire pump unit boasts excellent stability and durability, maintaining stable performance during periodic testing and reducing maintenance frequency. Mechanical seals or packing seals can be flexibly selected based on the operating environment, ensuring reliable sealing performance, effectively preventing leaks, and guaranteeing operational safety. The bearing system features a heavy-duty structural design, and the lubrication system is rationally laid out, reducing friction loss and extending service life. The entire unit has a compact structure and a reasonable footprint, making it suitable for pump room environments with limited space. High-pressure output capacity combined with stable flow performance allows it to maintain balanced water supply even in complex pipe network systems, avoiding pressure fluctuations that could impact pipelines. The electric drive is environmentally friendly and energy-saving, with no emissions during operation, making it suitable for fire protection projects in urban commercial buildings and public facilities. The unit can also be configured with a backup pump system or pressure stabilizing device according to project needs, further improving system redundancy and safety levels. This complete set of electric fire pump units meets the requirements of high pressure, high flow, and stable operation while offering multiple advantages such as convenient installation, simple maintenance, and high operating efficiency, making it an indispensable piece of equipment in modern high-standard fire water supply projects. By combining integrated structural design with high-performance hydraulic optimization, a safe and reliable fire water supply system is built for various building and industrial projects, providing continuous and stable fire-fighting power support at critical moments and playing a core role in protecting the lives and property of personnel.