Heavy-Duty Sectional Fire Centrifugal Pump for High-Flow High-Pressure Fire Protection Systems
Heavy-Duty Sectional Fire Centrifugal Pump designed for high-flow, high-pressure fire protection systems. Featuring multistage construction, stable high head performance, durable cast iron structure, energy-efficient hydraulic design, and reliable continuous operation. Ideal for industrial facilities, high-rise buildings, commercial complexes, warehouses, and municipal fire water supply networks requiring powerful and consistent firefighting performance.
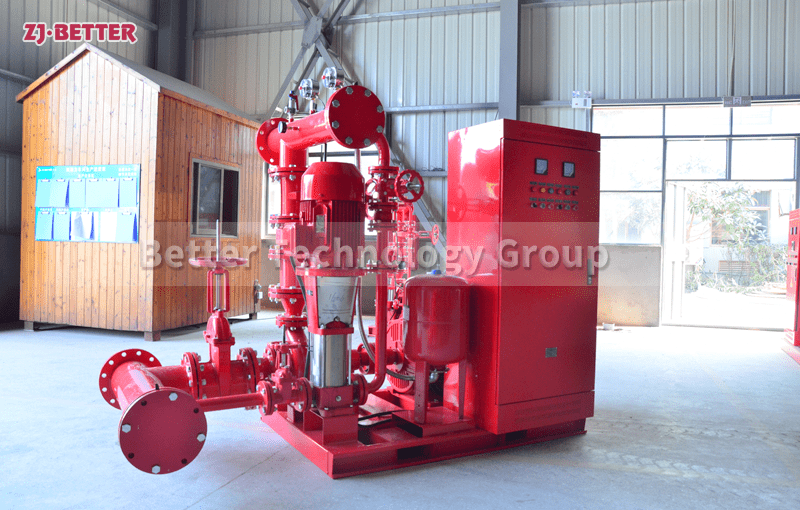
Heavy-duty segmented fire centrifugal pumps, as core power equipment in modern high-flow, high-pressure fire water supply systems, are designed specifically for complex working conditions and high-standard fire protection regulations. They provide stable, continuous, and reliable fire-fighting water supply in key areas such as industrial plants, large commercial complexes, high-rise buildings, warehousing and logistics centers, municipal fire pipelines, and petrochemical and power energy sectors. This type of pump adopts a horizontal, multi-stage, segmented structure design, achieving progressive pressurization through multiple impellers connected in series. This allows the equipment to significantly improve head performance while maintaining high flow output, thus meeting the needs of long-distance water delivery, high-rise building water supply, and high-pressure sprinkler systems. Compared with traditional single-stage fire pumps, the multi-stage structure has significant advantages in pressure superposition. The number of stages can be flexibly configured according to the actual working conditions of the project, achieving customized matching from medium-high head to ultra-high head, ensuring that the fire protection system instantly reaches the design pressure in emergencies and avoiding the risks caused by water supply delays. The pump body is constructed from high-strength cast iron or ductile iron, with key components precision-cast and CNC-machined. This results in high overall strength and excellent impact resistance, enabling it to withstand prolonged high-pressure operation. It also possesses good corrosion and wear resistance, maintaining stable operation even in environments with complex water quality or containing trace impurities. The internal impeller undergoes dynamic balancing and flow channel optimization. The hydraulic model has been tested and optimized multiple times, ensuring a smooth and continuous flow path within the pump chamber. This effectively reduces turbulence and energy loss, improving overall hydraulic efficiency and achieving a balance between performance and energy saving while maintaining high-pressure output. Another significant advantage of the segmented structure is its ease of maintenance. When a component needs repair or replacement, it can be partially disassembled without replacing the entire pump body, reducing downtime and maintenance costs. This is particularly suitable for industrial fire protection systems with extremely high requirements for continuous water supply. The bearing system features a heavy-duty design, employing a combination of high-quality rolling or sliding bearings and a reliable lubrication system. This effectively reduces wear caused by axial and radial loads, ensuring low vibration and low noise levels during long-term operation. The pump shaft is made of high-strength alloy steel, heat-treated and precision-machined, possessing excellent bending and fatigue resistance. It maintains stable concentricity even at high speeds, preventing vibration from affecting the sealing system and impeller. The sealing system can be configured with either a mechanical seal or a packing seal depending on project requirements. The mechanical seal uses a combination of wear-resistant materials, providing excellent sealing performance and service life, effectively preventing leakage and ensuring operational safety. The base structure features a thickened, heavy-duty steel base design, offering high overall rigidity, effectively absorbing operational vibrations and improving equipment stability. It is compatible with various installation methods, facilitating direct or coupling connections with motors, diesel engines, or other drive systems to meet the configuration requirements of different fire-fighting power systems. This fire-fighting centrifugal pump was designed with international mainstream fire protection standards in mind, offering a wide flow range and comprehensive pressure rating coverage. It can be matched with various application scenarios such as fire hydrant systems, automatic sprinkler systems, water curtain systems, and foam fire-fighting systems. In the event of a fire, it can quickly establish stable water supply pressure, ensuring the efficient operation of fire-fighting terminal equipment. The equipment operates smoothly with a rapid start-up response, exhibiting excellent pressure stability and flow continuity. It can quickly adjust to system pressure fluctuations, preventing pipe network vibration and impact, and enhancing the overall safety of the fire protection system. For large-scale projects, a control cabinet can be added to achieve automatic start/stop, pressure monitoring, fault alarms, and remote monitoring functions, improving the system’s intelligence level. The multi-stage structure maintains high efficiency even under high-pressure output conditions, reducing energy waste and lowering long-term operating costs, making it particularly suitable for fire protection systems in large factories or commercial projects requiring long-term standby and regular testing. The equipment has a compact structure and a reasonable footprint, optimizing space utilization while ensuring performance, making it suitable for projects with limited pump room space. The entire manufacturing process strictly adheres to quality inspection procedures, including water pressure testing, dynamic balancing testing, performance testing, and sealing testing, ensuring that each piece of equipment meets design performance parameters before leaving the factory. For high-temperature, low-temperature, or special environmental conditions, different materials and sealing solutions can be selected to enhance adaptability. This heavy-duty segmented fire centrifugal pump not only boasts superior hydraulic performance but also demonstrates structural durability and long-term operational reliability. It maintains stable performance even under high flow, high pressure, and continuous operation requirements, making it an indispensable piece of equipment in large-scale fire water supply systems. Through a combination of multi-stage pressure superposition and efficient flow channel design, this product ensures both robust water supply capacity and energy efficiency, providing safe, reliable, and sustained power support for various high-standard fire protection projects, playing a crucial role in protecting life and property. Its stable performance output, robust and durable structural design, flexible configuration capabilities, and convenient maintenance make it an ideal high-flow, high-pressure solution for industrial-grade fire water supply systems. It can respond quickly and provide a continuous and stable water supply in critical moments, building a solid and reliable fire protection line for complex building structures and large industrial scenarios.