

Electric-Driven End-Suction Fire Pump with High Reliability Performance
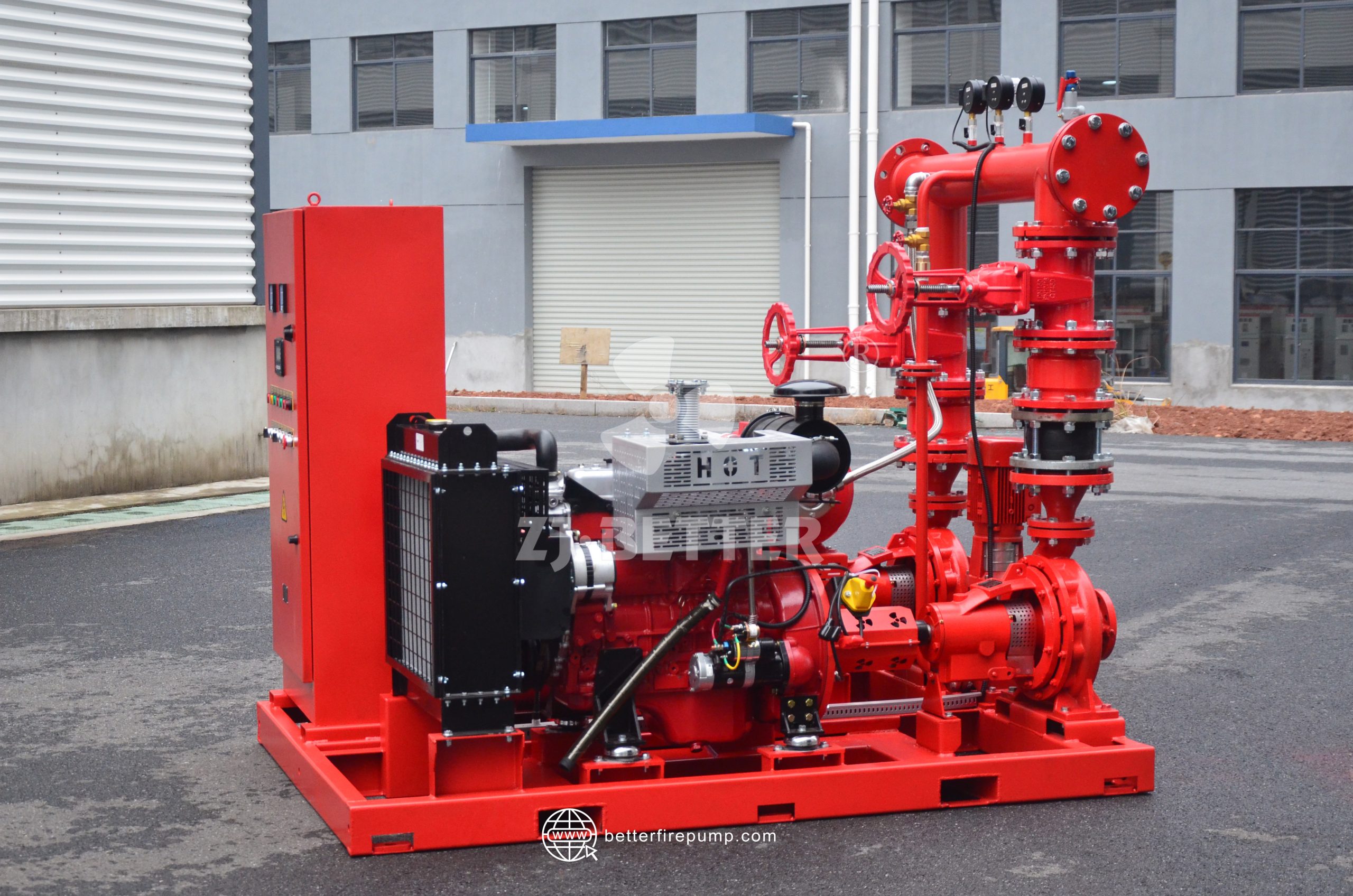
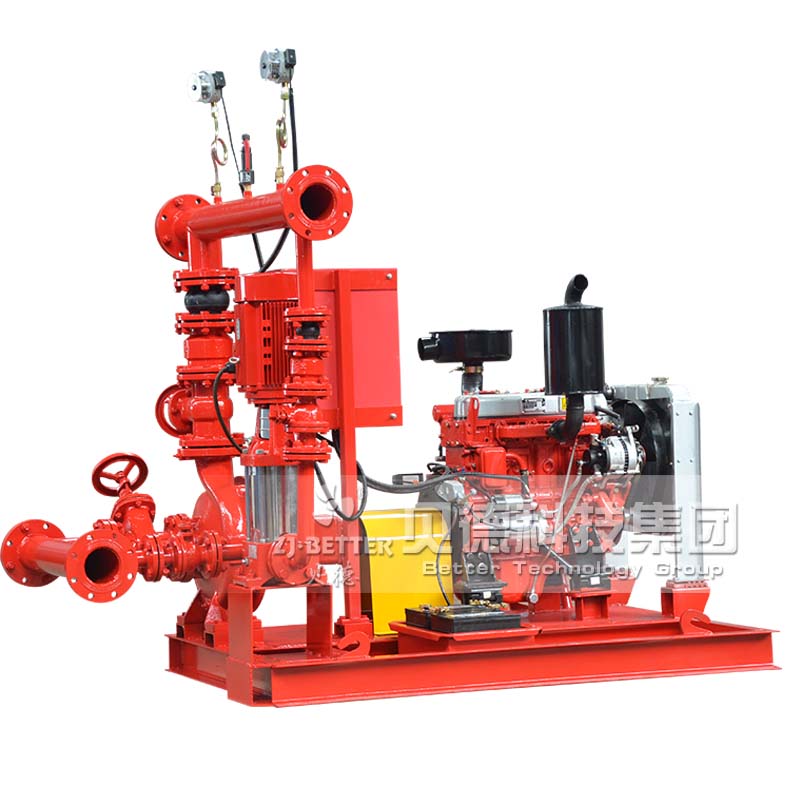
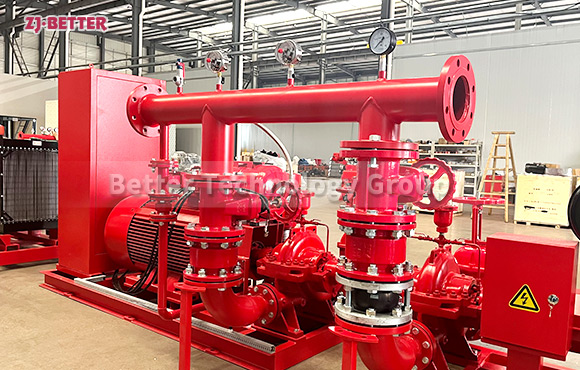
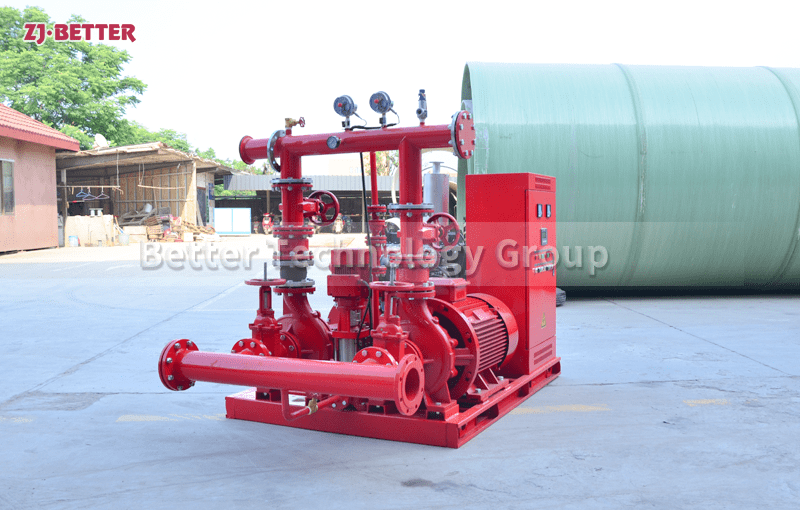
Electric-Driven End-Suction Fire Pump designed for reliable and high-efficiency fire protection systems. Featuring stable high-flow performance, durable cast iron construction, compact structure, and energy-saving motor drive. Ideal for high-rise buildings, commercial facilities, warehouses, industrial plants, and municipal fire water supply applications requiring consistent pressure and dependable firefighting performance.
As a core power unit in modern fire-fighting water supply systems, electrically driven end-suction fire pumps are widely used in fire protection projects for high-rise buildings, commercial complexes, industrial plants, warehousing and logistics centers, municipal infrastructure, and various public buildings due to their significant advantages such as compact structure, stable operation, high efficiency, and convenient maintenance. This type of fire pump adopts a horizontal end-suction single-stage centrifugal structure design, with axial intake at the inlet and radial discharge at the outlet. The rational hydraulic flow channel layout ensures smooth and stable fluid flow through the impeller, effectively reducing energy loss and improving overall hydraulic efficiency, while meeting high flow output requirements and ensuring stable pressure. The electric drive uses a high-efficiency, energy-saving motor as the power source, enabling rapid start-up and smooth operation. It can respond immediately when the fire system pressure drops to the set value, quickly establishing the rated pressure and ensuring timely water supply to fire hydrant and automatic sprinkler systems in emergencies. The biggest advantage of the end-suction structure is its simple design, small footprint, and flexible installation, making it particularly suitable for fire pump room environments with limited space. Furthermore, the simple structure means fewer potential failure points, lower maintenance costs, and more reliable long-term operation. The pump body is made of high-strength cast iron or ductile iron, possessing excellent pressure resistance and corrosion resistance, capable of withstanding continuous high-pressure operation and maintaining stable performance even under complex water quality conditions. The impeller is precision-cast and dynamically balanced to ensure low vibration and noise at high speeds, extending the service life of the bearings and sealing system. The pump shaft is made of high-strength alloy steel, tempered and precision-machined to possess excellent bending and fatigue resistance, maintaining good concentricity and stability during long-term operation. The sealing system can be configured with a mechanical seal or packing seal. The mechanical seal uses a combination of wear-resistant and corrosion-resistant materials, ensuring reliable sealing, effectively preventing leakage and improving equipment safety. The bearing system adopts a heavy-duty structural design with a reasonable lubrication method, effectively reducing friction loss and extending the overall service life. The motor and pump body are connected via direct coupling or a coupling, resulting in high transmission efficiency, reducing energy loss, and ensuring stable power output. The equipment base uses an integral welded steel structure, providing high rigidity and stability, effectively absorbing operating vibrations and maintaining long-term stable operation. The flange interface design facilitates connection to the on-site piping system, simplifying and streamlining installation and reducing on-site construction time. Designed with international fire protection standards and building codes in mind, this fire pump offers a wide range of flow and head options, allowing for customized selection based on project needs. It adapts to the water supply requirements of fire hydrant systems, automatic sprinkler systems, water curtain systems, and other fire extinguishing systems. During operation, it maintains stable flow output and minimal pressure fluctuations, effectively preventing pipe network impacts and enhancing overall system safety. The high-efficiency hydraulic model design ensures high performance while reducing energy consumption, resulting in greater energy savings over the long term. The electric drive is environmentally friendly and emission-free, making it suitable for urban buildings and public place fire protection systems. The equipment supports integration with control cabinet systems, enabling automatic start/stop, pressure monitoring, fault alarms, overload protection, and phase loss protection, improving the system’s intelligent management level. For fire protection systems requiring long-term standby, this equipment offers excellent stability and reliability, maintaining consistent performance during periodic trial runs, reducing maintenance frequency and costs. The end-suction structure facilitates disassembly and maintenance, allowing for easy replacement of the impeller and sealing components. Routine maintenance can be completed without disassembling the entire pump body, improving maintenance efficiency. The compact and rational overall structure optimizes space utilization while ensuring high-performance output. A highly reliable design ensures rapid response and continuous operation in critical moments, providing a continuous and stable water supply for fire protection systems. Through the combination of a high-efficiency motor drive and optimized hydraulic structure, this electric-driven end-suction fire pump excels in high-flow water supply and stable pressure output, making it an indispensable piece of equipment in modern building fire water supply systems. Its robust and durable structural design, stable and efficient operation, convenient installation and maintenance, and wide applicability make it an ideal choice for various fire protection projects, playing a crucial role in protecting life and property and building a reliable, stable, and continuous fire water supply system for various building and industrial scenarios.






管道泵(不锈钢304316L).jpg)
















.jpg)






