ED Fire Pump Set- Fire Pumps Supplier
Application Scope
Equipment for warehouses, docks, airports, petrochemical, power plants, liquefied gas, textiles, ships, oil tankers and other occasions of a fire service.
Using Instruction
Altitude ≤ 1000m;
Ambient temperature: +5 °C ~ +40 °C;
Relative humidity: <= 90%.
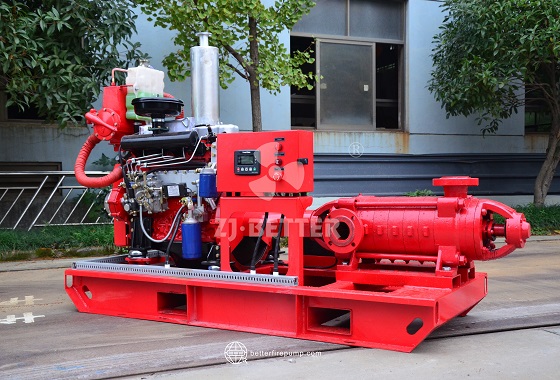
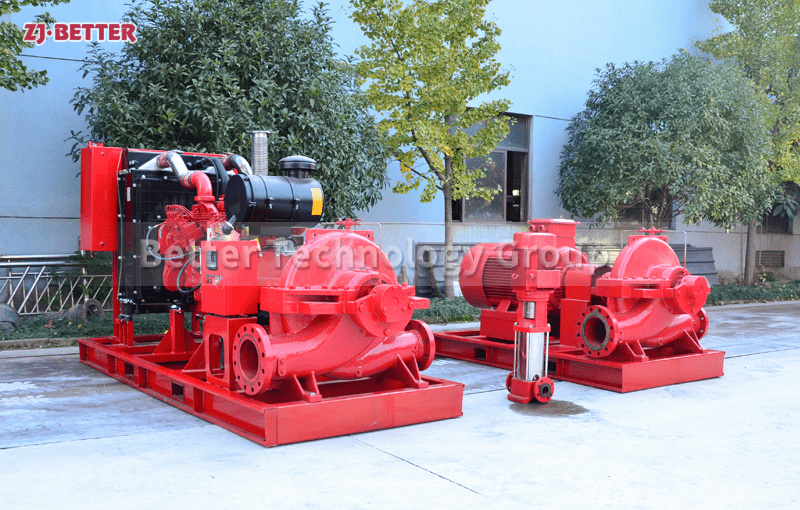
1. Diesel engine pump, can use single stage pump, end suction pump, multistage pump, material can be cast iron, stainless steel, and bronze impeller , with fuel tank, water tank,fan, control box
2. Electric pump, can use single stage pump, end suction pump, multistage pump, material can be cast iron, stainless steel, and bronze impeller
3. Control panel: Auto Control of electric pump, diesel engine pump with overload, over current protection
4. Accessories: check valve, gate valve, pressure vessel, generally 0.6mpa, 1.0mpa, 1.6mpa, Pressure Gauge, Pressure Sensor, Common Pipe for Suction and Discharge, Flexible Joints and Flanges, Common Base plant