Heavy-Duty Fire Pump System for High-Rise Buildings and Industrial Facilities
Discover the ultimate heavy-duty fire pump system engineered for high-rise buildings and industrial facilities. Designed for reliable performance, high pressure, and compliance with international fire safety standards.
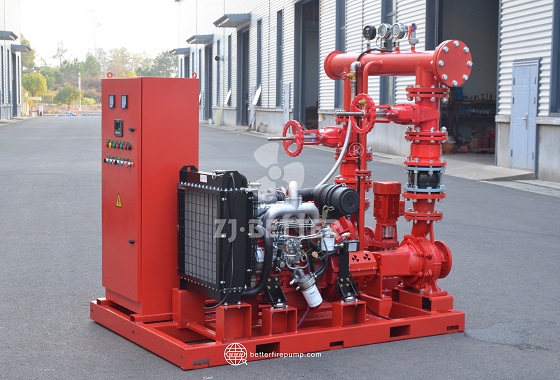
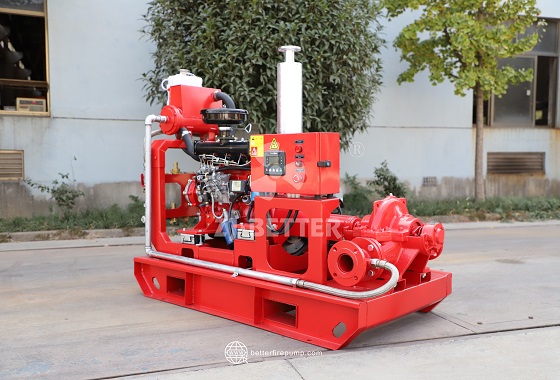
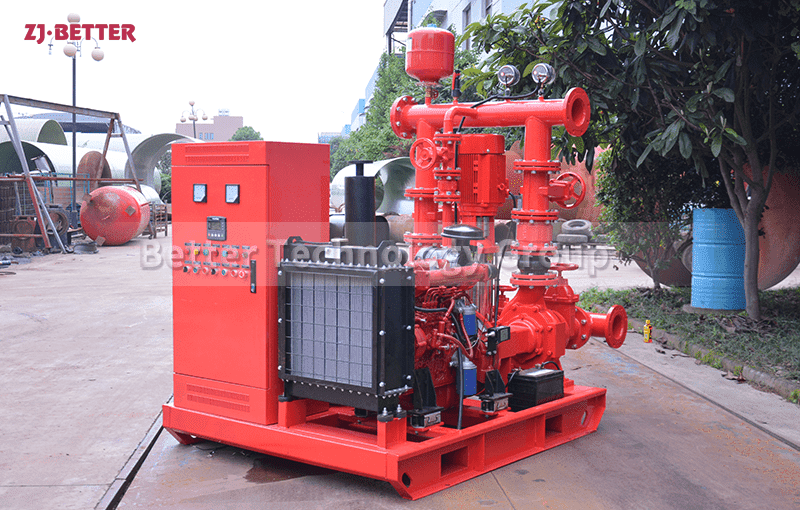
A heavy-duty fire pump system designed specifically for high-rise buildings and industrial facilities represents a critical advancement in fire protection technology, combining powerful performance, intelligent control, and unparalleled reliability in demanding environments. These systems are engineered to handle significant hydraulic loads and deliver consistent high-pressure water supply to sprinkler systems, standpipes, and fire hydrants across multi-story structures and sprawling industrial complexes. The core of this system is a high-capacity centrifugal pump, precision-engineered to operate under extreme conditions with superior hydraulic efficiency. These pumps are driven by either high-powered electric motors or diesel engines, or a combination of both, depending on the specific application requirements and available utilities. The dual-power configuration ensures that the system remains operational even during power outages, providing uninterrupted fire protection when it is needed most. Built with robust materials such as ductile iron, stainless steel, and corrosion-resistant alloys, the components of the heavy-duty fire pump system are designed for long-term durability and resistance to harsh environmental conditions. The pump casing, impeller, and shaft are manufactured to high standards of precision and balance, ensuring smooth operation, minimal vibration, and extended mechanical seal life. The system incorporates an advanced control panel, typically mounted within a weatherproof and dustproof cabinet, which allows real-time monitoring and management of the fire pump operation. This panel includes indicators for pressure, flow, motor status, and alarms for any anomalies such as low suction pressure, motor overload, or system failure. It also features programmable logic controllers (PLCs) for automated sequencing, start-up delays, and test routines, making the system easy to maintain and verify for readiness at all times. One of the key advantages of this heavy-duty fire pump system is its compliance with international fire protection standards such as NFPA 20, UL, and FM. This compliance ensures that the system meets rigorous performance, safety, and design criteria, making it suitable for use in mission-critical installations such as data centers, power plants, manufacturing facilities, petrochemical plants, airports, and high-rise commercial and residential towers. The system’s modular design allows for easy integration into existing fire protection infrastructures or as part of a newly constructed facility. With multiple suction and discharge configurations, the system can be customized to fit space constraints while optimizing hydraulic performance. Accessories such as jockey pumps, pressure tanks, pressure relief valves, backflow preventers, and test headers are all incorporated into the unit for a complete and self-sustaining firefighting solution. In high-rise buildings, the ability to maintain adequate pressure at upper floors is a critical requirement, and this system excels in that regard. By utilizing multi-stage pumps or high-head single-stage configurations, the system can deliver water to extreme heights while maintaining flow rate and pressure consistency. In industrial environments where large areas need to be covered and fire risks may be elevated due to flammable materials or high heat processes, the system ensures a rapid response with high water discharge capacity, enabling effective suppression in the initial moments of a fire event. The diesel-driven configurations include fuel tanks sized for extended operation, typically 8 to 12 hours of continuous running time, and feature safety systems such as overspeed shutdown, low oil pressure alarms, and high temperature cutoffs. The electric motor-driven options come with soft starters, variable frequency drives (VFDs), or direct-on-line starters, depending on power availability and local regulation. Noise and vibration are managed through isolation mounts and flexible couplings, minimizing transmission to building structures. For facilities seeking high levels of automation and integration, the fire pump system can be equipped with remote monitoring and control capabilities through SCADA systems, IoT-based platforms, or BMS integration. These systems enable facility managers to receive alerts, monitor system health, and conduct remote testing from centralized control rooms, improving response time and operational transparency. In terms of maintenance, the system is designed for easy serviceability, with access panels, drain ports, alignment guides, and clear labeling of all piping and components. Maintenance logs can be tracked through digital control panels with data logging and download functions, ensuring compliance with inspection schedules and reducing the risk of failure due to neglected service intervals. When it comes to installation, the heavy-duty fire pump system is provided on a steel skid base with lifting lugs and mounting holes, allowing for rapid placement and secure anchoring on concrete slabs or steel platforms. The base is epoxy coated for corrosion protection, and the overall system is painted in high-visibility red to comply with international firefighting equipment identification standards. Systems can be ordered with thermal insulation, enclosures, and heating elements for cold climates or ventilation features for hot zones. Environmental responsibility is also taken into account, with fuel-efficient engines, low-emission components, and options for recycled water use or foam system integration. The fire pump system’s versatility allows it to serve various applications beyond fire protection, such as dust suppression, process water supply, and emergency drainage, making it a multi-functional asset for modern infrastructure. By investing in a heavy-duty fire pump system tailored for high-rise buildings and industrial facilities, stakeholders ensure that they are equipped with a reliable and high-performance safeguard against one of the most destructive forces—fire. The ability to respond quickly, operate continuously under stress, and integrate seamlessly with modern building systems gives this pump configuration a strategic advantage that goes beyond compliance—it delivers peace of mind. With decades of engineering refinement, field experience, and feedback from global installations, this type of system represents the gold standard in fire suppression solutions. From its mechanical integrity to its smart electronics and from its hydraulic efficiency to its installation adaptability, every aspect is optimized to perform when human safety, assets, and business continuity are on the line. This is not just a fire pump—it is a critical component of a facility’s life safety and risk management ecosystem. Choosing the right fire pump system can be the difference between disaster and protection, and a heavy-duty solution like this ensures that protection is always on standby, ready to perform without hesitation.