Long-Life Diesel Fire Pump Solution for Harsh Duty & Continuous Operation
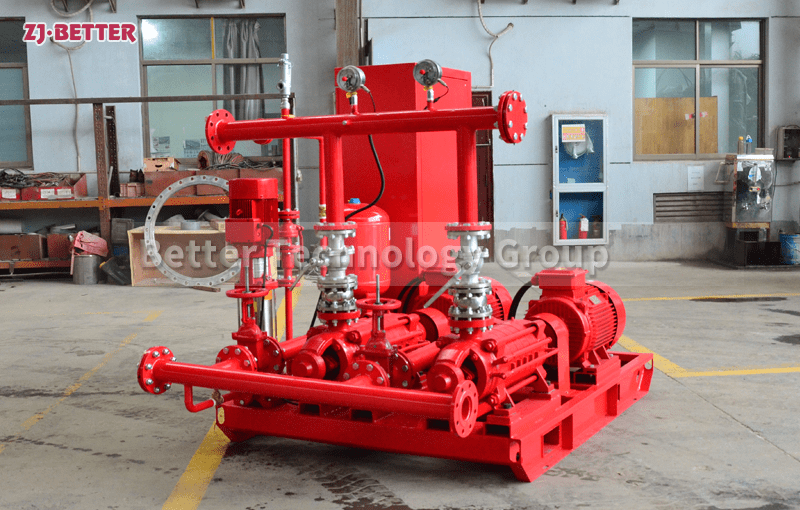
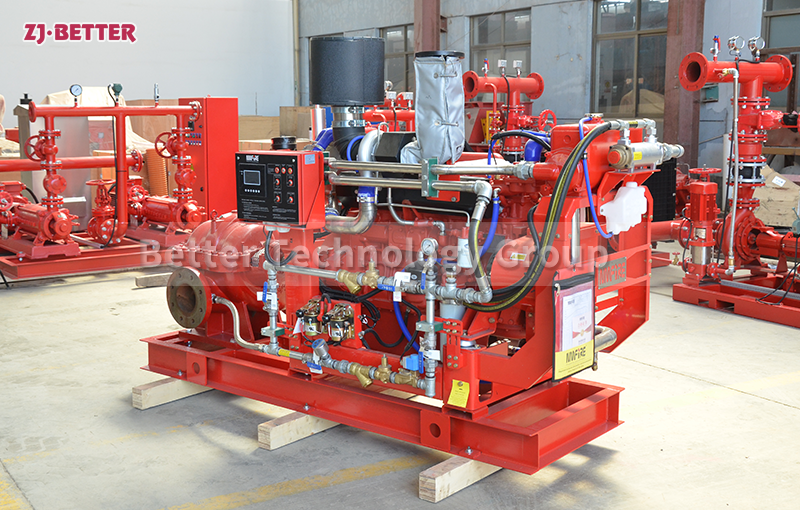
Long-lasting and durable diesel fire pumps feature high head, large flow rate, intelligent control, and automatic start-up functions. They are suitable for various critical facilities and remote areas, ensuring a continuous and stable fire water supply, improving emergency response efficiency, and reducing maintenance costs.
Long-life and durable diesel fire pump solutions, as an important component of modern fire protection systems, play an irreplaceable role in industrial facilities, warehousing centers, municipal engineering, energy bases, remote sites, and critical infrastructure fields due to their powerful performance, stable and continuous operation, and adaptability to harsh environments. This type of pump uses a high-efficiency diesel engine as its drive core, does not rely on mains power, and can operate independently in power outages, disasters, or environments with weak power supply, providing reliable emergency fire water supply. The entire system is designed with robust structure, stable performance, intelligent control, and ease of maintenance in mind. Advanced manufacturing processes achieve a longer lifespan and lower failure rate. The unit features high combustion efficiency, optimized mechanical design, and a reinforced cooling system, maintaining stable performance during prolonged high-load operation. The pump body is constructed from high-strength cast materials, offering pressure resistance, wear resistance, and corrosion resistance, making it suitable for water containing impurities and complex fluid conditions, ensuring smooth and leak-free transport. The overall base utilizes a welded steel frame structure, providing shock and torsion resistance, adapting to various installation surfaces and mobile installation requirements, maintaining stability and reliability in continuous operation or frequent start-stop scenarios. The modular design allows for a compact and rational layout of the pump body, engine, control box, fuel system, cooling system, piping components, and auxiliary accessories, enabling users to flexibly configure different flow rates, heads, interfaces, and controls according to application needs. This approach caters to the individualized fire protection needs of different projects. Its automated control system features intelligent monitoring, automatic start-up, alarm feedback, self-testing, and data recording. Real-time monitoring of equipment operation via oil pressure, water pressure, temperature, speed, and electrical signals allows management personnel to monitor the status at any time and intervene remotely or on-site, ensuring higher emergency response efficiency. In terms of maintenance, the long-life, durable diesel fire pump boasts a low-maintenance design advantage, an optimized lubrication system to reduce wear, a cooling system to extend service life, and an easily disassembled structure for quick and convenient maintenance. A standardized parts supply chain ensures lower maintenance costs and greater availability. Its long service life and low failure rate make it ideal for continuous high-operation applications. These diesel fire pumps are particularly suitable for areas with high operational requirements or remote, difficult-to-maintain locations. In terms of performance, they support high flow rates and high head operation. The optimized hydraulic design of the pump chamber improves hydraulic efficiency, enabling rapid pressurization and water delivery to the pipeline network, ensuring high initial fire suppression efficiency. In emergencies, even if the main power supply is interrupted, the diesel engine system can still quickly resume operation via an automatic start-up device, providing continuous water supply to fire sprinklers, fire hydrants, and foam systems. Their fuel reserves and high output ratio ensure long-term operational capability, making them especially valuable in areas with limited fuel supply. Their weather-resistant design allows them to adapt to high temperature, high humidity, low temperature, and dusty environments, enabling stable operation without additional protection measures. Their anti-corrosion coating, shock-resistant supports, and cooling… This enhanced design enables the system to withstand industrial air pollution, salt spray corrosion, and vibration shock, ensuring reliable water supply even under extreme conditions. Suitable for both fixed installations and integrated units, pump-tank stations, or mobile fire-fighting water supply platforms, this equipment can be applied in critical sectors such as petrochemical projects, ports, airports, data centers, power plants, mines, and industrial parks. Furthermore, the design emphasizes energy efficiency and economical operating costs, saving unnecessary energy consumption through optimized combustion efficiency, fluid efficiency design, and intelligent control, resulting in more economical long-term operation. In terms of safety, the pump unit features multiple protection mechanisms, including low oil pressure protection. Features such as over-temperature protection, over-speed protection, cooling fault alarm, start-up fault indication, and low fuel warning ensure reliable equipment operation, prevent equipment damage or unexpected downtime, extend service life, and enhance overall safety. For long-term monitoring needs, it can be integrated with remote monitoring or fire cloud management systems to achieve data acquisition, operational analysis, and planned maintenance recommendations, enabling managers to anticipate problems and formulate maintenance schedules rather than reacting passively. Emergency start-up and standby functions are also significant advantages of this pump type. Its automatic standby state allows for non-interventional activation upon system pressure drop or fire alarm activation signal triggering, shortening fire response time and ensuring the fire emergency system’s sustainability in dynamic environments. Continuous operation is ensured by the design philosophy of this equipment, which emphasizes long lifespan, stability, and adaptability. In project construction, it not only enhances fire safety levels but also reduces operational and maintenance burdens, providing users with more reliable emergency water supply capabilities. This enhances building fire resistance and protects the safety of materials, lives, and property. This pump type also boasts excellent expandability, allowing it to be integrated with auxiliary pumps, pressure-stabilizing pumps, foam pumps, electrical control cabinets, signal systems, vibration damping devices, or silencing systems to form a comprehensive fire water supply system. This broadens its application range in complex projects, providing users with integrated solutions. Its combination of flexibility, high reliability, and long-term operational durability makes this long-lasting and durable diesel fire pump a key fire protection device. This equipment is highly favored in facility deployments. Whether for new projects, renovations and upgrades, or emergency water supply stations in remote areas, it delivers higher safety assurance value through stable performance. Its performance stems from strict manufacturing quality control, precision assembly processes, and repeated testing and verification, ensuring that each piece of equipment has reliable operation capabilities from the moment it is put into the field and can operate without failure for a long time. With the continuous improvement of modern fire protection standards, this type of pump has also enhanced its intelligence level through technological upgrades and adaptive control systems. This ensures that users no longer have to worry about water supply interruptions in the event of power outages, fires, natural disasters, or complex working conditions, truly achieving independent, stable, and sustainable fire protection and providing a solid backing for the safe operation of critical facilities.