Industrial Fire Water Supply System with Electric and Diesel Redundancy
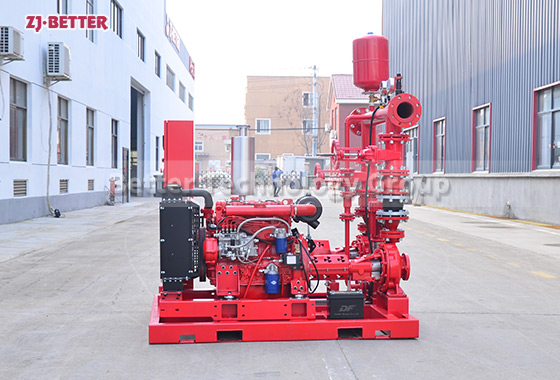
The electric and diesel dual-redundant industrial fire water supply system adopts a dual-power design of electric fire pumps and diesel fire pumps, and has the functions of automatic switching, continuous water supply, intelligent control, high reliability and emergency backup. It is widely used in petrochemical, power energy, warehousing and logistics, industrial parks and large building fire protection projects, providing all-weather stable fire water supply guarantee for critical facilities.
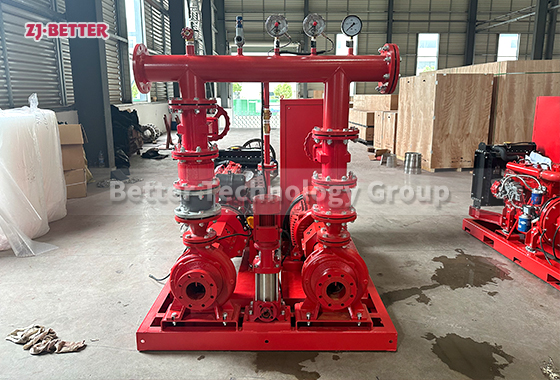
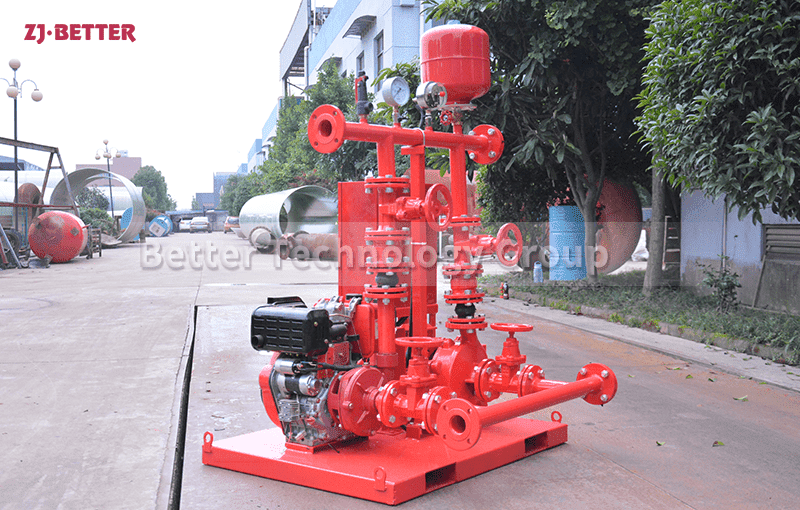
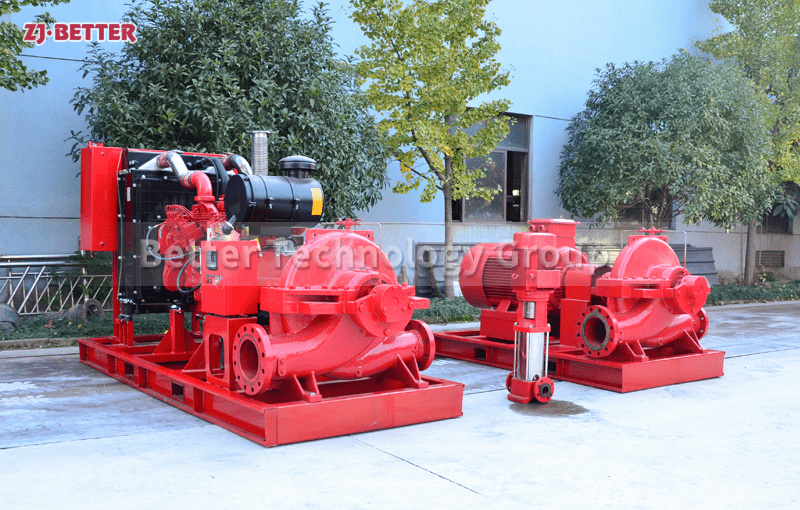
In modern industrial fire safety systems, fire water supply systems play a crucial role in rapidly establishing fire-fighting water sources and ensuring the continuous operation of fire-fighting equipment during a fire. For critical facilities such as petrochemical enterprises, power energy bases, large manufacturing plants, warehousing and logistics centers, airports and ports, data centers, and high-rise building complexes, a stable and reliable fire water supply system is not only related to production safety but also directly affects the safety of personnel and property. With increasingly stringent fire safety regulations, single-power fire pumps are no longer sufficient to meet the demands for high-reliability fire protection. Therefore, dual-redundant electric and diesel industrial fire water supply systems with dual power supply capabilities are gradually becoming an important component of modern fire protection engineering. This system integrates electric and diesel fire pumps into a unified fire protection platform, achieving automatic switching and dual water supply protection through an intelligent control system. Under normal conditions, the electric fire pump undertakes the water supply task, while in the event of a power outage, power failure, or special emergency, the diesel fire pump can automatically start and take over, thus ensuring that the fire water supply is always reliable. As an important piece of equipment in the field of modern industrial fire protection, this system, with its superior performance and advanced technology, provides all-weather fire safety protection for various high-risk locations. The biggest advantage of the electric-diesel dual-redundant industrial fire water supply system lies in its dual-power redundancy design. Traditional single-power fire protection systems suffer severe impacts on fire water supply capacity in the event of power grid failure, transformer damage, or power line interruption. The dual-redundant system, however, uses both electric and diesel fire pumps simultaneously, forming a water supply architecture combining a main pump and a standby pump. Under normal circumstances, the electric fire pump is responsible for water supply, offering advantages such as low energy consumption, convenient maintenance, and stable operation. In the event of a power outage or electrical system anomaly, the diesel fire pump can automatically start and take over the water supply task in a very short time, achieving a truly seamless switchover. This design significantly improves the reliability of the fire protection system, providing more comprehensive fire protection for critical locations. A high-performance fire pump body is a crucial foundation for the system’s efficient water supply. The equipment adopts an advanced hydraulic model design, effectively reducing internal hydraulic losses and improving energy conversion efficiency through optimized impeller structure and flow channel layout. The system can be configured with different flow rates and head specifications according to project needs, meeting the water supply requirements of various fire protection equipment such as automatic sprinkler systems, fire hydrant systems, water cannon systems, and foam extinguishing systems. In the event of a fire in a large industrial park or a super-large warehousing center, multiple fire extinguishing points need to operate simultaneously. High-performance fire pumps can continuously provide stable flow and pressure, ensuring the fire extinguishing system achieves optimal effectiveness. The intelligent automatic control system further enhances equipment operating efficiency and safety. The control system can monitor fire pipeline pressure, equipment operating status, power supply status, engine parameters, and fault information in real time. When the fire pipeline pressure drops to a set value, the system automatically starts the main fire pump to supply water; if the main pump cannot operate normally or the power supply system fails, the backup diesel fire pump will automatically start operation. The entire process requires no manual intervention, significantly shortening response time. Simultaneously, the control system also has remote monitoring capabilities, enabling data transmission, fault alarms, and operation record management, providing strong support for the construction of modern intelligent fire protection systems. The diesel power system, as the core of the backup water supply guarantee, possesses excellent independent operating capabilities. Using an industrial-grade diesel engine as the power source, it can still operate independently even in a complete power outage environment. The engine features high torque output, rapid start-up, and strong continuous working capacity, reaching rated speed and establishing fire water supply pressure within seconds. For key fire prevention areas such as petrochemical tank farms, natural gas stations, and hazardous chemical warehouses, diesel fire pumps can ensure the supply of fire-fighting water at the most critical moments, buying valuable time to control the spread of fire. The system possesses excellent continuous operation capabilities. Major industrial fires often require prolonged firefighting operations, placing extremely high demands on the stability of fire-fighting equipment. The equipment adopts a heavy-duty pump body structure, a reinforced bearing system, and efficient cooling technology, enabling continuous operation for extended periods without affecting performance output. The diesel engine is equipped with an efficient cooling system and an automatic lubrication system, maintaining stable operation for tens of hours continuously, meeting the needs of large-scale fire fighting and emergency rescue. Corrosion resistance and environmental resistance are also important advantages of this system. Industrial sites often present complex environments such as high temperature, high humidity, dust, and corrosive gases. Key components of the equipment are manufactured using high-strength corrosion-resistant materials, and the pump body and pipelines undergo special anti-corrosion treatment, effectively resisting chemical corrosion and environmental erosion. The control cabinet achieves a high protection level, adapting to indoor and outdoor installation requirements and maintaining stable operation even in harsh environments. Modular design significantly improves installation and maintenance efficiency. The system integrates electric pumps, diesel pumps, control systems, piping assemblies, and monitoring devices onto a unified base platform, with overall assembly and performance testing completed before leaving the factory. On-site installation only requires connecting the inlet and outlet water pipes and power supply, significantly shortening the construction cycle. The modular structure not only facilitates transportation and installation but also streamlines later maintenance and parts replacement, effectively reducing maintenance costs. Energy efficiency and economy are also crucial factors for users. In normal standby mode, the system primarily operates using electric fire pumps, resulting in lower energy consumption and operating costs. Diesel fire pumps are activated as backup power in special circumstances, achieving an optimal balance between reliability and economy. Compared to systems that rely heavily on diesel power, this solution significantly reduces fuel consumption and maintenance costs, saving operating costs for businesses. The system is widely applicable in various fields such as petrochemicals, power energy, metallurgical manufacturing, ports, airports, high-rise buildings, hospitals, data centers, large commercial complexes, and warehousing and logistics parks. In these critical facilities, fire water supply systems not only need to meet daily fire protection requirements but also must be capable of handling extreme accidents. Dual-redundant fire water supply systems provide stable and reliable fire water supply support for various scenarios through dual-power protection mechanisms and intelligent control technology. As global industrialization continues and fire safety standards are constantly upgraded, enterprises have increasingly higher requirements for the reliability of fire-fighting equipment. Electric-diesel dual-redundant industrial fire water supply systems, with their advantages of dual-power protection, high-efficiency water supply capacity, intelligent automatic control, continuous operation performance, environmentally resistant design, and economical operation, have become an important component of modern industrial fire protection engineering. Whether in large industrial parks, critical infrastructure, or high-risk production sites, this system can respond quickly and continuously supply water in the event of a fire, providing a solid guarantee for fire fighting and rescue operations. In the future, with the continuous development of intelligent fire protection and digital management technologies, dual-redundant fire water supply systems will play an even more important role in the fire protection field, providing more reliable, efficient, and intelligent fire protection solutions for global industrial safety construction.