Diesel Powered Fire Pump Systems Provide Around-the-Clock Protection for Industrial Projects
Diesel Powered Fire Pump Systems provide independent operation, rapid emergency start-up, high-flow water supply, stable pressure performance, and continuous-duty reliability for industrial facilities, warehouses, power plants, petrochemical projects, ports, and large-scale fire protection applications requiring 24/7 firefighting readiness.
In the context of rapid modern industrial development, fire safety has become an indispensable and crucial component in the construction and operation of various industrial projects. Industrial sites such as petrochemical enterprises, energy and power facilities, steel and metallurgical plants, mining projects, large-scale warehousing and logistics centers, ports and docks, and modern manufacturing parks, due to their dense production equipment, complex types of stored materials, and high fire loads, often suffer enormous economic losses and safety risks in the event of a fire. Therefore, establishing a stable and reliable fire water supply system is a vital foundation for ensuring the safe operation of industrial production. As the core power equipment in industrial fire protection systems, diesel-powered fire pump systems play an irreplaceable role in modern industrial fire protection due to their advantages such as independent power drive, rapid start-up, high reliability, and strong continuous water supply capacity. Especially in special circumstances such as power outages, extreme weather, or emergencies, diesel-powered fire pump systems can still maintain stable operation, providing all-weather fire protection for industrial projects and ensuring that fire protection facilities function effectively at critical moments.
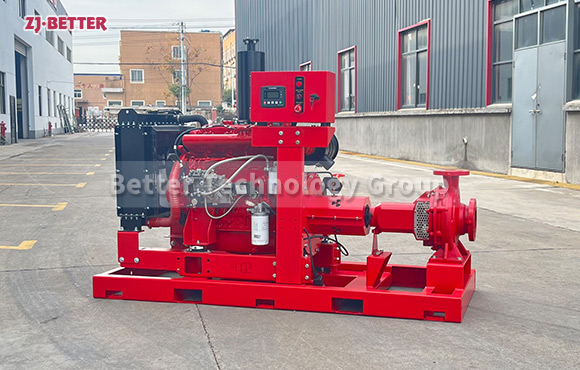
A diesel-powered fire pump system is a specialized fire protection device that uses a diesel engine as its driving power and a centrifugal fire pump to provide fire water. Compared with traditional electric fire pumps, the biggest advantage of diesel-powered systems is that they do not rely on an external power grid. When a fire causes damage to the electrical system or a power outage in the area, diesel fire pumps can still quickly start and operate under their own power, ensuring an uninterrupted fire water supply. This independent operating capability makes it an indispensable and important component of fire protection systems in large industrial projects, and it is also one of the key recommended configurations in many international fire protection codes and industrial safety standards.
All-weather operation capability is one of the most prominent advantages of diesel-powered fire pump systems. Industrial projects typically require continuous 24-hour production, so the fire protection system must also remain on standby around the clock. Diesel engines have strong power reserves and continuous operating capabilities, maintaining stable performance even under prolonged high-load operating conditions. The equipment adopts an industrial-grade engine design, capable of adapting to high temperature, high humidity, dusty, and complex environmental conditions, ensuring continuous and stable operation under various working conditions. For large industrial parks, this all-weather protection capability significantly improves the reliability of the fire protection system, providing a solid guarantee for enterprise production and operation.
Rapid start-up performance is crucial for initial fire control. The first few minutes after a fire breaks out often determine the success or failure of firefighting efforts; therefore, fire protection equipment must be able to be put into operation in the shortest possible time. Diesel-powered fire pump systems are equipped with advanced start-up control technology and high-performance start-up devices, enabling them to quickly start the engine and establish water pressure upon receiving a fire signal. The entire process is automated, requiring no manual intervention and significantly reducing fire response time. This rapid start-up capability not only improves fire extinguishing efficiency but also effectively controls the spread of fire, minimizing accident losses.
High-flow-rate water supply is a crucial requirement for industrial fire protection projects. Large industrial facilities occupy vast areas with extensive fire protection pipe networks, necessitating simultaneous water supply to multiple areas within a short timeframe in the event of a fire. Diesel-powered fire pump systems utilize high-efficiency centrifugal pumps, providing high-flow-rate, high-pressure fire protection water. The equipment can be configured with parameters according to the specific needs of the project, meeting the flow and head requirements of industrial projects of varying sizes. Whether it’s an automatic sprinkler system, fire hydrant system, or fire monitor system, a stable and sufficient water supply is provided, ensuring optimal effectiveness of the fire extinguishing equipment.
Stable pressure output capability is a critical prerequisite for the reliable operation of fire protection systems. Industrial fire protection pipe networks are typically complex in structure, with long pipe lengths and multiple water supply points. Conventional water supply equipment is prone to pressure fluctuations under high load operation, while diesel-powered fire pump systems achieve continuous and stable pressure output through optimized impeller design and power matching technology. Even when multiple fire terminals are in operation simultaneously, the system can maintain a stable water supply, ensuring sufficient pressure support for remote fire-fighting equipment and improving the overall fire-fighting efficiency.
The diesel engine, as the core power source of the system, directly affects the reliability of the equipment. Modern diesel fire pump systems use heavy-duty industrial engines with high power output and excellent durability. The engines undergo rigorous testing and optimized design to maintain stable operation over long periods. Advanced combustion technology not only improves fuel efficiency but also reduces emissions and operating costs. Simultaneously, the engines are equipped with comprehensive lubrication and cooling systems to ensure optimal operating conditions during continuous operation, meeting the stringent reliability requirements of industrial fire protection projects.
An efficient cooling system is crucial for the long-term stable operation of diesel fire pumps. Industrial fire suppression often lasts for extended periods, requiring equipment to operate continuously under high loads. Diesel-powered fire pump systems employ large-capacity radiators and high-efficiency cooling circulation systems to reduce engine operating temperature through rapid heat exchange. Even under high-temperature environments or prolonged operation, the equipment maintains normal operating conditions, preventing performance degradation or shutdown due to overheating, and providing continuous power support for firefighting operations.
The application of intelligent control technology further enhances the operational efficiency and management level of diesel-powered fire pump systems. Modern equipment is equipped with digital control cabinets and intelligent monitoring systems, capable of real-time monitoring of key data such as engine speed, coolant temperature, oil pressure, battery status, fuel level, and pump unit operating parameters. When the system detects an anomaly, it can automatically issue alarm messages and take protective measures to prevent the fault from escalating. Some systems also support remote monitoring and data transmission functions, enabling managers to grasp the equipment’s operating status at any time, improving the efficiency of fire equipment management.
The fuel supply system is a crucial component for ensuring continuous equipment operation. Diesel-powered fire pump systems are typically equipped with large-capacity fuel tanks and high-efficiency delivery devices to meet the needs of long-term firefighting operations. High-quality fuel filtration systems effectively remove impurities, protecting critical engine components and extending their service life. For special industrial projects, external fuel replenishment systems can also be configured to achieve ultra-long-term continuous operation, providing reliable power support for large-scale fire incidents.
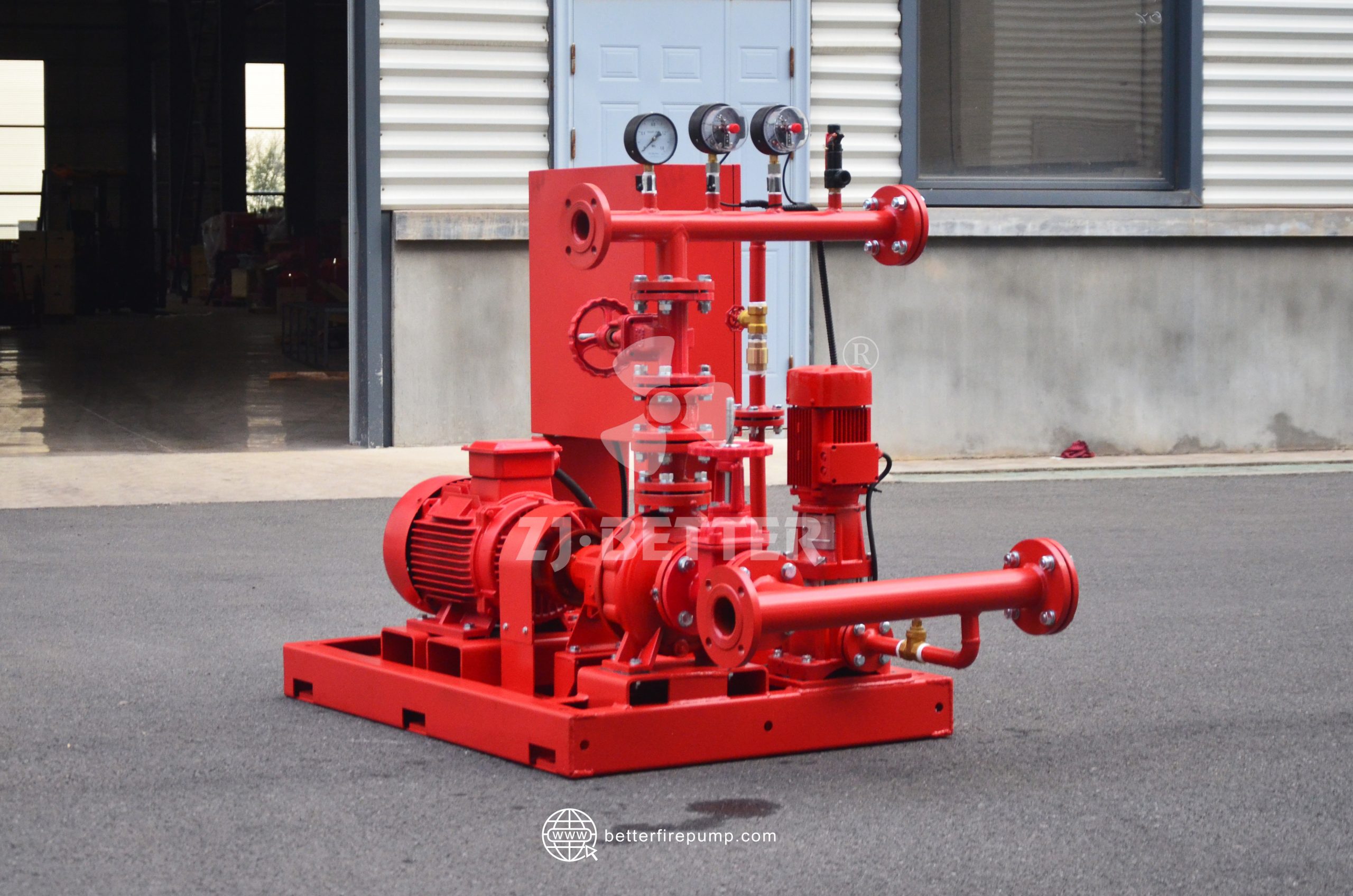
The equipment’s structural design fully considers the practical application needs of industrial projects. The integrated skid-mounted structure integrates the engine, fire pump, control system, cooling system, and auxiliary equipment onto a unified base platform, achieving a high degree of integration. This structure not only improves equipment stability but also facilitates transportation and on-site installation. The equipment undergoes overall assembly and performance testing before leaving the factory, requiring only simple connections upon arrival at the site for immediate use, significantly shortening the construction cycle and reducing installation costs.
Ease of maintenance is also a key advantage of the diesel-powered fire pump system. The equipment adopts a modular design concept, with a rational layout of major components, facilitating daily inspection and maintenance. Maintenance personnel can quickly perform tasks such as oil changes, filter checks, cooling system maintenance, and parts replacement. The intelligent control system provides operating records and fault diagnosis information, helping users implement preventative maintenance strategies, improving equipment availability, and reducing maintenance costs.
In terms of application areas, diesel-powered fire pump systems are widely used in various industrial projects. In the petrochemical industry, flammable and explosive media place extremely high demands on fire protection systems, requiring diesel fire pumps to rapidly establish water supply capacity in emergencies. In power energy projects, equipment can continue operating even if the main power supply fails. In large warehousing and logistics centers, the system can meet the water supply needs of a widely covered fire protection network. In ports, mines, and industrial parks, diesel-powered fire pumps also play a crucial role, providing reliable protection for important assets and infrastructure.
With the development of industrial automation and intelligent fire protection technologies, diesel-powered fire pump systems are constantly being upgraded and innovated. Future equipment will further integrate the Internet of Things, cloud platforms, big data analytics, and remote operation and maintenance technologies to achieve real-time equipment status monitoring, fault prediction, and intelligent management. Through digital upgrades, fire protection systems can more accurately grasp equipment operating conditions, improve response efficiency, and reduce maintenance costs, bringing new development opportunities for fire safety management in industrial projects.
Overall, diesel-powered fire pump systems, with their independent power drive, all-weather operation capability, rapid start-up performance, large-flow water supply, high-pressure output, intelligent control, and excellent reliability, have become an important component of modern industrial fire protection system construction. Regardless of complex industrial environments, severe weather conditions, or sudden fire accidents, this equipment can operate continuously and stably, providing all-weather fire protection for industrial projects. As global industrial safety standards continue to rise and fire protection technologies advance, diesel-powered fire pump systems will play an increasingly important role in the future of industrial fire protection, helping enterprises build safer, more efficient, and more reliable fire protection systems.