High-Efficiency Fire Pump Unit for Large Pipeline High-Pressure Water Supply Systems
High-efficiency fire pump unit designed for large pipeline high-pressure water supply systems, delivering stable high flow and pressure for industrial, municipal, and commercial fire protection. Features intelligent control, reliable performance, energy efficiency, and rapid emergency response.
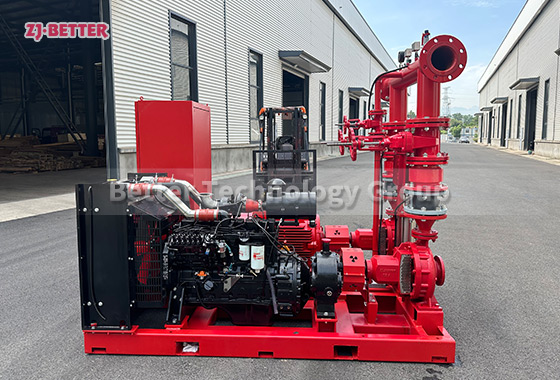
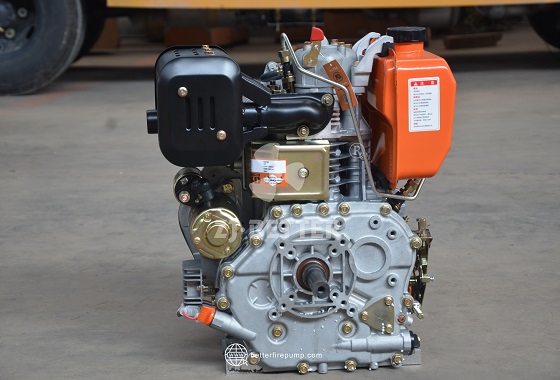
High-efficiency fire pump units are suitable for large-scale high-pressure water supply systems and are core fire-fighting equipment designed specifically for modern complex fire-fighting needs. They are widely used in large industrial parks, municipal water supply systems, high-rise building complexes, warehousing and logistics centers, and high-risk locations such as petrochemical plants. In these environments with extremely high requirements for fire-fighting water supply pressure, flow rate, and system stability, these fire pump units, with their superior performance and stable and reliable operation, have become important infrastructure for ensuring fire safety. Their greatest feature is their ability to continuously output high-pressure, high-flow water under complex pipe network conditions, thereby ensuring the rapid establishment of effective water pressure in the event of a fire, meeting the needs of long-distance water delivery and high-rise water supply, and significantly improving fire-fighting efficiency. Effectively controlling the spread of fire; from a structural design perspective, this high-efficiency fire pump unit typically employs advanced hydraulic model optimization technology, precisely designing the impeller, pump body flow channel, and guide vanes to minimize energy loss during water flow within the pump, thereby achieving higher hydraulic efficiency and more stable flow output. Simultaneously, precision dynamic balancing reduces vibration and noise, ensuring stable and reliable operation even under prolonged high-load conditions. This is particularly crucial for large-scale pipeline systems, as any pressure fluctuations or flow instability can affect the overall fire protection system’s response speed and extinguishing effectiveness. Regarding the power system, this type of fire pump unit is typically equipped with a high-performance drive unit, which can be customized according to actual application requirements. The fire pump unit can be driven by either an electric motor or a diesel engine. Diesel drive is particularly suitable for scenarios without a stable power source or with extremely high requirements for backup power, enabling rapid startup and operation in the event of a sudden power outage to ensure uninterrupted water supply to the fire protection system. Electric drive, on the other hand, offers advantages in high efficiency and low energy consumption during daily operation. Combining the two provides a dual-protection system, significantly improving system reliability. Regarding the control system, this fire pump unit typically integrates an intelligent control cabinet with multiple functions such as automatic start-up, automatic switching, remote monitoring, and fault alarms. When the pipeline pressure drops to a set value, the system can automatically identify and quickly start the pump unit, achieving immediate response under unattended conditions. The control system can also… Real-time monitoring of operating parameters, such as pressure, flow rate, temperature, and speed, allows for precise assessment of equipment operating status through data feedback. In case of abnormalities, timely alarms or protective measures can be issued to effectively prevent equipment damage and extend its service life. Regarding high-pressure water supply performance, the unit, through a rationally configured multi-stage pump structure or high-lift single-stage pump design, can easily meet the high-lift and long-distance water delivery needs of large pipe networks. Even in complex pipeline layouts or high-rise building water supply situations, it can maintain stable pressure output, ensuring that water flow can quickly reach the most unfavorable point. This is of great significance for improving the overall fire protection system coverage and fire extinguishing efficiency. Simultaneously, its high-flow design can meet the simultaneous water demand of multiple points. Even in large-scale fires or when multiple water cannons are needed for coordinated operation, this high-efficiency fire pump unit can still provide sufficient water supply support. Regarding energy saving and operating costs, the optimized design and efficient drive system effectively reduce energy consumption, significantly decreasing energy consumption compared to traditional equipment. Its high-efficiency operation mode also reduces equipment wear and heat generation, thereby reducing maintenance frequency and operating costs. For long-term fire protection systems, this energy-saving advantage achieves higher economic efficiency while ensuring safety. In terms of installation and maintenance, this type of fire pump unit typically adopts a skid-mounted or modular design, highly integrating the pump body, power system, control system, and piping components onto a single base, reducing on-site installation costs. This reduces workload and effectively shortens the construction cycle, improving project delivery efficiency. The modular structure also makes later maintenance more convenient, with a reasonable layout of components and ample maintenance space, facilitating daily inspections and troubleshooting, thereby further enhancing the ease of use and reliability of the equipment. In terms of adaptability, the unit has excellent environmental adaptability and can be customized to different operating environments. For example, in cold regions, a preheating system and insulation device can be configured to ensure normal start-up in low-temperature environments, while in high-temperature or dusty environments, additional heat dissipation and protection measures can be added to ensure long-term stable operation. Furthermore, the flow rate, head, and control method can be adjusted according to customer needs to adapt to the requirements of different scales and types of fire protection systems, reflecting… It exhibits exceptional flexibility and scalability. In terms of safety, the fire pump unit is equipped with multiple protection mechanisms, including overpressure protection, overload protection, water shortage protection, and emergency shutdown function. These mechanisms enable rapid response and protective measures under abnormal operating conditions, preventing equipment damage or system failure and ensuring its continued functionality in critical moments. This comprehensive safety design not only enhances the reliability of the equipment itself but also provides a solid guarantee for the entire fire protection system. Furthermore, this high-efficiency fire pump unit adheres to strict industry standards and quality control systems during its design and manufacturing process. From raw material selection to production processes and factory testing, each unit undergoes multiple inspections to ensure stable performance and reliability. High-quality fire pump units meet the fire safety regulations of different countries and regions, providing compliant and efficient fire protection solutions for various engineering projects. In summary, high-efficiency fire pump units are suitable for large-scale high-pressure water supply systems. They not only achieve a perfect combination of high pressure, high flow rate, and high stability in performance, but also demonstrate significant advantages in structural design, intelligent control, energy efficiency, and environmental adaptability. They are indispensable equipment in modern fire protection engineering, and their superior comprehensive performance provides a strong water source guarantee during fires, effectively improving fire extinguishing efficiency and emergency response capabilities, providing solid support for protecting personnel and property safety. They are the preferred solution for the construction of various large-scale fire protection systems.