How does this equipment ensure low-noise operation for improved user comfort?
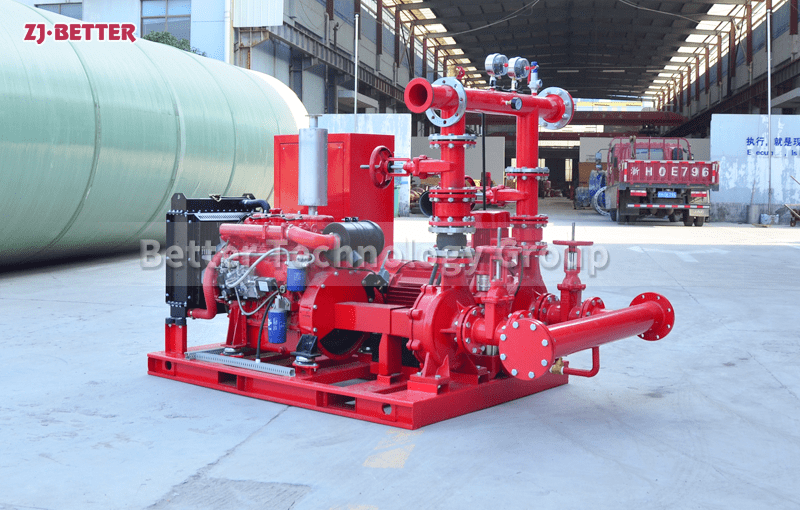
In fire protection systems, noise control is crucial for the operating environment and user comfort. This fire pump is equipped with advanced noise reduction technology, optimizing its pump structure and power system to effectively minimize vibration and noise during operation. With high-precision balancing and premium vibration-damping materials, the equipment maintains a low-noise level while operating efficiently, making it ideal for environments with strict noise requirements, such as commercial buildings, hospitals, residential areas, and office spaces.
Additionally, the fire pump features a highly efficient cooling system, ensuring stable performance during extended operation while further reducing mechanical noise. With its outstanding silent design, this fire pump enhances the working experience for operators, minimizes disturbances to the surrounding environment, and provides a quieter, more efficient fire safety solution.
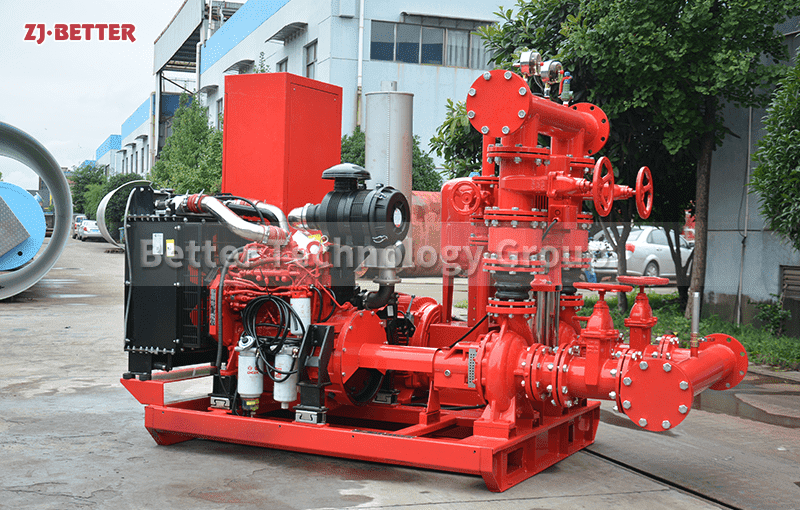
We are dedicated to the research and manufacturing of high-performance fire protection equipment, providing global customers with reliable and efficient fire safety solutions. Our product line includes a range of advanced fire pumps with advantages such as low noise, high energy efficiency, and strong durability, making them widely applicable in commercial buildings, industrial parks, residential areas, and municipal fire protection systems.
Our product design incorporates advanced noise reduction technology and precision manufacturing, ensuring that fire pumps operate quietly, minimizing environmental disturbances and enhancing user experience. Additionally, our equipment is equipped with an efficient cooling system to maintain stable performance during extended operation, reducing maintenance requirements and prolonging service life.
With a stringent quality control system, our products comply with international fire safety standards and undergo rigorous testing to ensure stable and reliable fire protection when it matters most. We remain committed to technological innovation and quality improvement, striving to provide customers with smarter, more energy-efficient fire protection solutions, safeguarding safety worldwide.