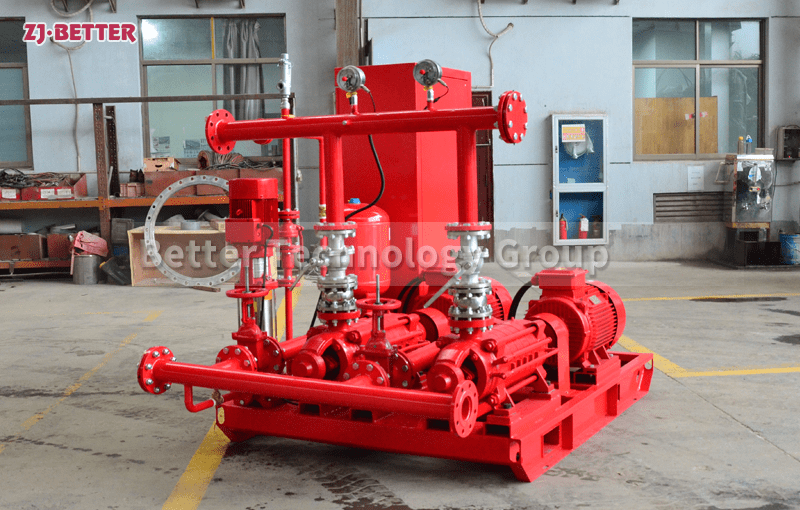
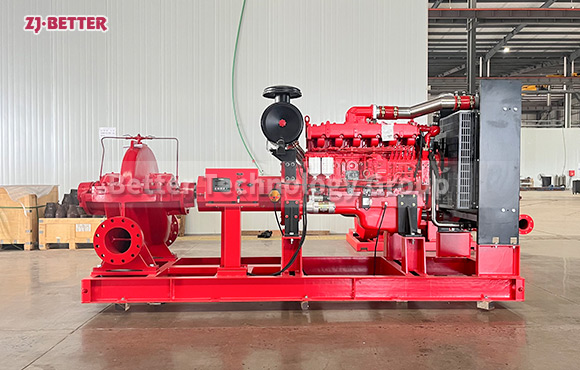
Advantages of having a diesel engine fire pump
The full name of diesel engine fire pump is engineering diesel engine fire pump set, which can be automatically charged, automatically started, and has the functions of automatic alarm and automatic preheating. The diesel engine fire pump is usually used as a backup facility, so it will only start automatically when the fire signal comes, and when the electric water pump fails or the power supply is cut off. When it has a device for starting the pump at ultra-low pressure, its matching electric water pump control cabinet should also have a device for starting the pump at ultra-low pressure, and the lower limit of the two pumps should have a certain pressure difference.
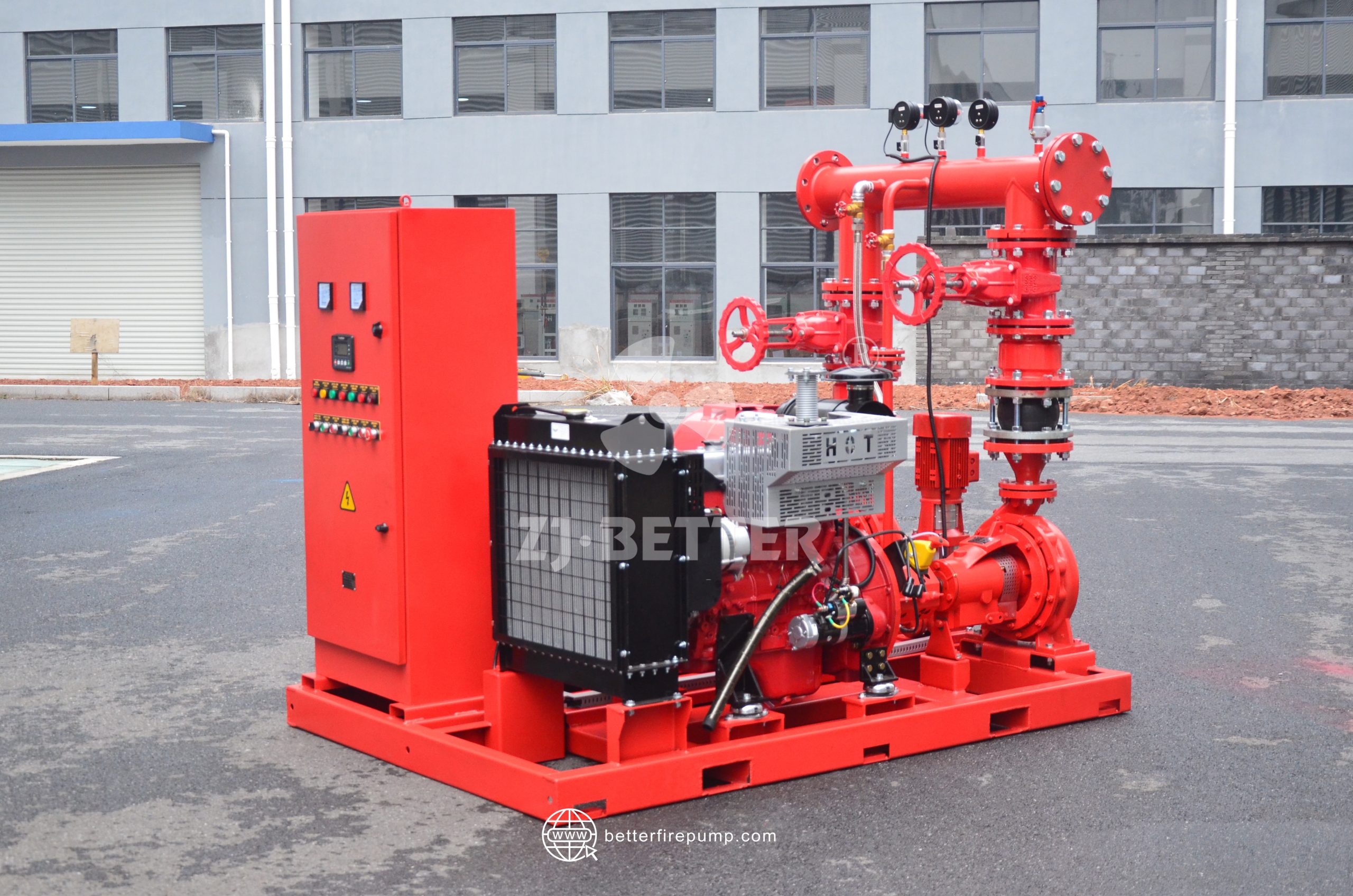
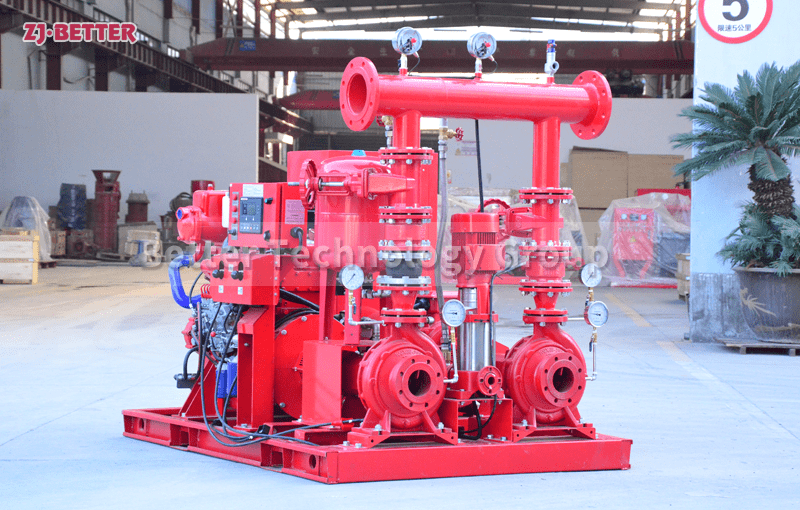
The diesel engine fire pump has automatic, manual and fault self-inspection functions. It can monitor the working status of the whole process, restore the fault start, automatic pre-lubrication and preheating automatic restart function, and make the equipment start safer and more reliable. It has the functions of central control room remote control, remote transmission control and field bus connection. The battery is fully automatic floating charging (constant current, constant voltage, trickle charging) mode to ensure that the battery is in a standby state at any time. The diesel engine fire pump is easy to use, equipped with remote transmission meters and meters, which can be connected to the control center as needed, easy to install and use, and easy to maintain.