What considerations are necessary for jockey pumps in cold climates?
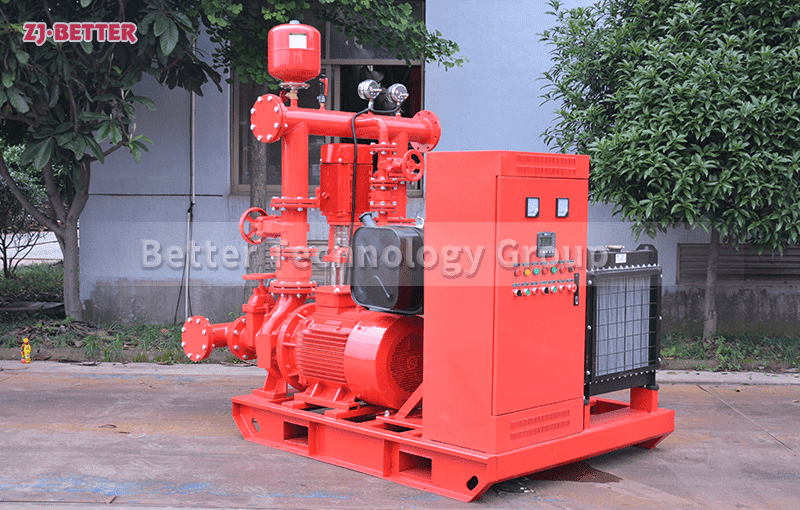
In cold climates, jockey pumps must be designed and installed with specific considerations to prevent freezing and ensure reliable operation. This includes using heat tracing or insulation on piping and pump components exposed to low temperatures to prevent ice formation that could block water flow. Jockey pumps may also be housed in heated enclosures or indoor pump rooms to maintain a consistent temperature around the equipment. Additionally, the selection of antifreeze solutions or special materials resistant to cold temperatures can help protect the pump from damage. Regular monitoring and maintenance are also essential to ensure that the jockey pump remains operational and that the fire protection system is always ready to respond, even in harsh winter conditions.
In cold climates, jockey pumps must be designed and installed with specific considerations to prevent freezing and ensure reliable operation. This includes using heat tracing or insulation on piping and pump components exposed to low temperatures to prevent ice formation that could block water flow. Jockey pumps may also be housed in heated enclosures or indoor pump rooms to maintain a consistent temperature around the equipment. Additionally, the selection of antifreeze solutions or special materials resistant to cold temperatures can help protect the pump from damage. Regular monitoring and maintenance are also essential to ensure that the jockey pump remains operational and that the fire protection system is always ready to respond, even in harsh winter conditions.

.jpg)