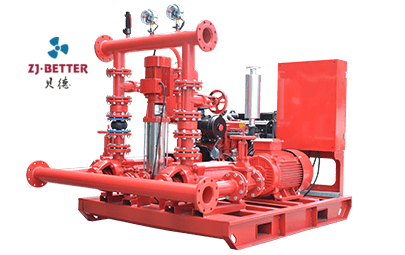
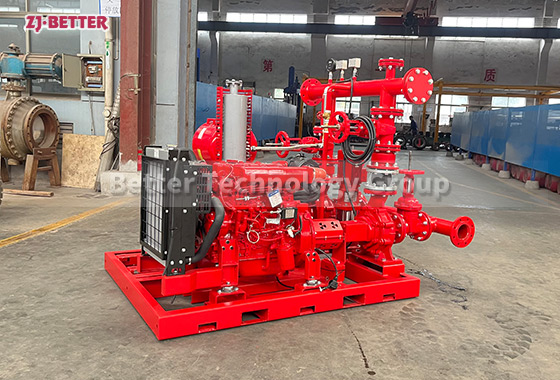
Industrial Standard Split-Case Diesel Fire Pump for Large Warehouse and Factory Projects
Industrial standard split case diesel fire pump designed for large warehouses and factory buildings, featuring high flow rate, high head performance, fast automatic start, stable pressure output, durable structure, intelligent control system, and reliable emergency operation to ensure continuous fire protection for demanding industrial projects.
Industrial standard split-type diesel engine fire pumps meet the needs of large-scale warehousing and factory projects. This type of fire water supply equipment is specifically designed for industrial environments with extremely high safety requirements, large building areas, and complex distribution of water points. It is particularly suitable for large warehousing and logistics centers, heavy manufacturing plants, petrochemical production workshops, steel structure processing workshops, and cross-regional logistics parks. In these scenarios, the fire protection system not only needs to quickly establish stable pressure in the early stages of a fire, but also must maintain a high degree of stability in flow rate and head during long-term continuous operation to ensure the synchronous operation of various terminal devices such as sprinkler systems, indoor and outdoor fire hydrant systems, and fire monitors. This product adopts… The split-type structural design features a horizontally split pump body, a rationally arranged impeller, and smooth hydraulic channels. This effectively reduces hydraulic losses and improves overall operating efficiency under high flow conditions. Simultaneously, the diesel engine serves as an independent power source, preventing the fire protection system from failing due to mains power outages or voltage fluctuations, providing dual protection for critical facilities. Its structural design fully considers industrial site installation conditions. The entire unit uses an integrated base platform, with the pump body and diesel power system connected via a high-precision coupling. This ensures high shaft concentricity, low vibration, and smooth operation. The base uses a high-strength steel welded structure, treated with anti-corrosion materials to withstand humid, dusty, and chemically corrosive environments, guaranteeing long-term reliable operation. In terms of performance… This split-type diesel fire pump boasts significant advantages such as high flow rate, high head, and rapid start-up. The diesel engine is equipped with an intelligent start-up control system, which can automatically start within seconds of receiving a fire signal and quickly reach rated speed, establishing stable outlet pressure and ensuring the pipeline system reaches design conditions in the shortest possible time. The impeller inside the pump body has undergone dynamic balancing verification, and its vibration value during operation is lower than industry standards. The bearings feature a high load-bearing capacity design, coupled with a forced lubrication and cooling system, effectively extending the equipment’s service life. In high-rise warehouses and ultra-large factory projects, the pipeline length is typically long with significant height differences, requiring extremely high head. This equipment addresses these challenges through optimized impeller diameter and stage design. Custom configurations are available to meet different flow and pressure combinations, while maintaining high-efficiency operation under rated conditions to reduce fuel consumption and improve overall economy. For fire protection systems that are idle for extended periods, equipment reliability is far more important than single-run performance. Therefore, this product uses high-strength cast iron or ductile iron pump housings, with corrosion-resistant alloy materials used in key components. The mechanical seal is made of high-temperature and wear-resistant material to ensure good sealing performance even under long-term static conditions, avoiding leakage risks. The diesel power system is equipped with a high-efficiency cooling and heat dissipation device, enabling continuous operation in high-temperature environments without overheating, making it particularly suitable for southern regions. In hot regions or enclosed machine room environments, and with a rationally designed fuel system and customizable fuel tank capacity to ensure continuous power supply during prolonged fire rescue operations, the control system features automatic inspection and fault alarm functions. It can periodically and automatically start for no-load or low-load tests, monitoring battery voltage, oil pressure, water temperature, and engine speed in real time. Upon detecting any abnormalities, it immediately issues audible and visual alarm signals to alert maintenance personnel for timely handling, thus eliminating potential risks at their inception. In practical applications, large warehouses and industrial plants often store large quantities of flammable materials, leading to rapid fire spread. Therefore, the fire pump must possess continuous high-pressure output capability. The split-type diesel engine fire pump, through its rational flow channel design and high-efficiency impeller matching, maintains stable flow rate even under prolonged full-load operation without significant attenuation. This ensures uniform coverage of the sprinkler system, sufficient water jet range, and improved fire extinguishing efficiency. In terms of energy conservation and environmental protection, the diesel engine has been optimized and tuned for high combustion efficiency, and emission control meets mainstream international standards. Operating noise is effectively reduced through a silencing system, minimizing impact on the surrounding environment. Furthermore, the overall maintenance structure is simple, facilitating daily maintenance. The rational arrangement of key components allows for easy inspection and replacement, shortening maintenance time and improving equipment availability. For export projects, this product supports multiple voltage and control standards. The system is adaptable to fire protection standards in different countries, meeting the bidding requirements of international engineering projects. Each product undergoes rigorous water pressure testing, performance testing, and load operation testing before leaving the factory, ensuring that every unit meets design standards before delivery. Furthermore, in terms of system integration, it can be combined with electric main pumps, pressure-stabilizing pumps, and control cabinets to form a complete fire water supply solution, achieving main and backup linkage. When the mains power is normal, the electric pump operates; in the event of a power outage or main pump failure, it automatically switches to the diesel pump, forming multiple safety mechanisms and further enhancing system redundancy and reliability. Overall, the industrial standard split-type diesel fire pump, with its high-strength structural design, excellent hydraulic performance, and independent and stable operation, is a superior choice. With its powerful output and sophisticated intelligent control system, it has become an indispensable core equipment in fire protection engineering for large warehouses and industrial plants. It not only meets the basic requirements of high flow and high pressure, but also provides safe and stable fire protection for various complex industrial scenarios through its high reliability and customizability. In the context of the rapid development of modern industry, the establishment of high-standard fire water supply systems has become an important part of enterprise safety management. This type of split diesel engine fire pump, with its excellent performance and engineering adaptability, provides long-term and stable safety support for projects, helps enterprises effectively reduce fire risks, improve the overall safety level, and safeguard the continuous operation of industrial facilities.