Multi-Functional Fire Water Supply System Integrating Pressure, Supply, and Control
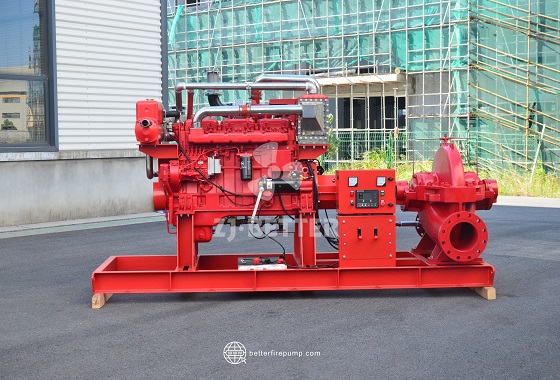
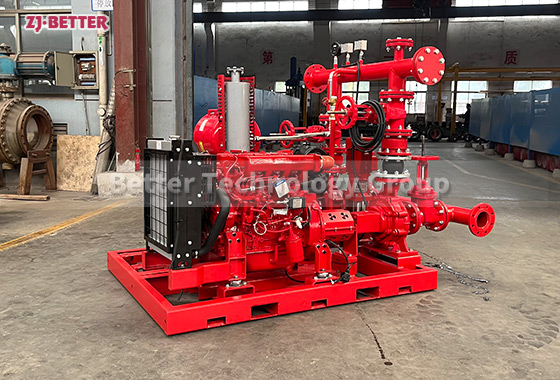
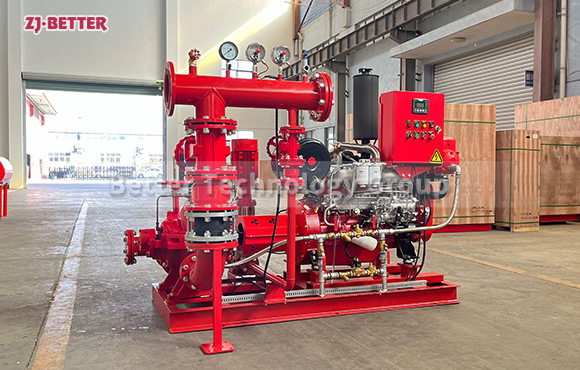
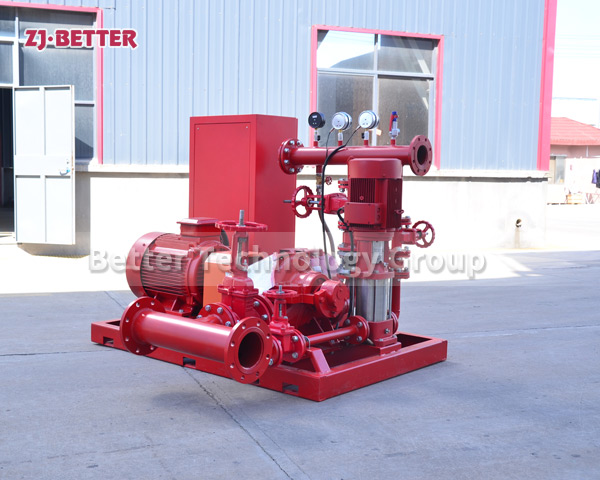
The multi-functional fire water supply system integrates pressure stabilization, water supply and intelligent control, and has the advantages of efficient water supply, automatic start and stop and energy saving. It is suitable for industrial, municipal and building fire protection projects, and improves system stability and safety.
This multi-functional fire-fighting water supply system integrates pressure stabilization, water supply, and control. It is an integrated solution developed to meet the high reliability, automation, and efficiency requirements of modern fire protection engineering. By highly integrating the main fire pump, pressure stabilizing device (including a pressure tank), intelligent control system, and piping components, the system achieves coordinated operation throughout the entire fire-fighting water supply process, from pressure maintenance to high-flow water supply. It is widely applicable to various scenarios such as high-rise buildings, commercial complexes, industrial plants, municipal infrastructure, and warehousing and logistics centers. In these environments, fire protection systems not only need rapid response capabilities but also must maintain stable pressure during long-term standby. This multi-functional system… Through scientific design and advanced technology, traditional distributed equipment is integrated into a highly efficient and collaborative whole, thereby significantly improving system operating efficiency and reliability. In terms of system structure, the product adopts an integrated base design, rationally arranging the electric fire pump, pressure stabilizing pump, pressure tank, and control cabinet into a compact and efficient overall structure. This design not only reduces the complexity of on-site installation but also mitigates the risks associated with pipeline connection errors, enabling the system to quickly reach optimal operating conditions after being put into use. The integrated structure also facilitates equipment transportation and on-site layout, making it particularly suitable for projects with tight schedules or limited space. Regarding pressure stabilization, the system is equipped with a high-sensitivity… Sensitive pressure sensors and pressure tanks enable real-time monitoring and regulation of the fire protection pipeline network pressure. During normal operation, when minor leaks or pressure fluctuations occur in the pipeline network, the pressure-stabilizing pump can quickly start to replenish pressure, while the pressure tank buffers pressure changes through energy storage, avoiding frequent system start-ups and shutdowns, thus effectively protecting the main fire pump and extending its service life. This pressure stabilization mechanism not only improves system stability but also significantly reduces energy consumption and equipment wear. In terms of water supply performance, the main fire pump adopts a high-efficiency centrifugal structure design, possessing a large flow rate and high head output capacity, which can quickly provide sufficient water supply in the event of a fire, ensuring that all nodes in the fire protection pipeline network receive stable water pressure to meet different needs. This multi-functional fire-fighting water supply system meets the fire-fighting needs of large-scale buildings and facilities. By optimizing the hydraulic model and reducing energy loss within the pump body, the system maintains high efficiency even under high loads, improving overall system performance. In terms of the control system, the system is equipped with an intelligent control cabinet that supports automatic start/stop, pressure regulation, fault alarms, and remote monitoring. When the system detects a fire signal or abnormal pressure, it automatically switches to main pump operation mode for rapid response. After returning to normal operation, it automatically returns to standby mode. The entire process requires no manual intervention, significantly improving the system’s automation and safety. Furthermore, the control system has multiple protection mechanisms, including over-limit protection. The system features overload protection, overheat protection, phase loss protection, and low-pressure alarms to ensure safe operation under various conditions. Regarding materials and manufacturing processes, key components utilize high-strength, wear-resistant materials combined with anti-corrosion treatment technology, enabling the equipment to adapt to various complex water environments and preventing performance degradation due to corrosion or wear. It maintains long-term stable operation, especially in humid or corrosive environments, thus reducing maintenance frequency and replacement costs. In terms of energy efficiency, the synergistic effect of the pressure-stabilizing pump and pressure tank allows the system to maintain pressure with only low-power equipment during daily operation, significantly reducing the number of main pump starts and thus lowering overall energy consumption. Furthermore, the high-efficiency motor and optimized… The control logic further enhances energy efficiency, enabling the system to achieve energy-saving goals while ensuring performance, which has significant economic value for long-term fire protection systems. Regarding operational stability, the equipment effectively reduces vibration and noise during operation through optimized structural design and vibration reduction measures, ensuring the system remains stable over long periods and minimizing its impact on the surrounding environment. This makes it particularly suitable for building environments with high noise control requirements, such as hospitals, office buildings, and commercial centers. In terms of installation and maintenance, the system adopts a modular design concept with highly standardized component connections, making on-site installation simple and quick. Furthermore, during subsequent maintenance, skilled technicians can easily access the system. Personnel can quickly inspect and replace key components without complex disassembly, thus reducing maintenance difficulty and downtime, and improving the overall system operating efficiency. In terms of applicability, this multi-functional fire water supply system can be widely used in various fire protection projects, providing stable and reliable fire water supply for high-rise buildings, underground garages, industrial plants, and large public facilities. Its highly integrated and intelligent design allows it to meet the needs of projects of different scales and complexities. From a system coordination perspective, this product organically combines pressure stabilization, water supply, and control functions, achieving efficient linkage between components, maintaining system stability during normal operation, and… The rapid response to water supply demands during emergency phases, coupled with this collaborative mechanism, not only enhances the overall system performance but also significantly strengthens fire safety capabilities. In summary, the multi-functional fire water supply system, through advanced design concepts and high-quality manufacturing processes, achieves integrated pressure stabilization, water supply, and control. It not only possesses efficient water supply capabilities and stable operational performance but also effectively reduces energy consumption and maintenance costs. It is an ideal choice for improving system efficiency and safety in modern fire protection engineering. As fire protection systems continue to evolve towards intelligence and high reliability, this type of integrated solution will play an even more important role, providing more comprehensive and reliable fire protection for various buildings and industrial facilities.