High Head Horizontal Multistage Fire Pump: The Ideal Choice for High-Rise Fire Protection
Discover the ZJ-Better High Head Horizontal Multistage Fire Pump — designed for high-rise buildings and long-distance fire protection systems. Engineered for ultra-high pressure, energy efficiency, and stable performance, it’s the ideal solution for reliable firefighting in modern infrastructure.
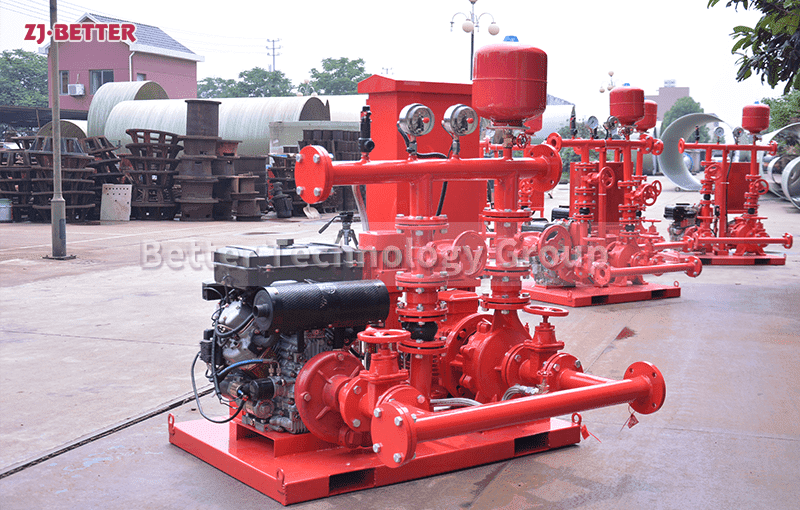
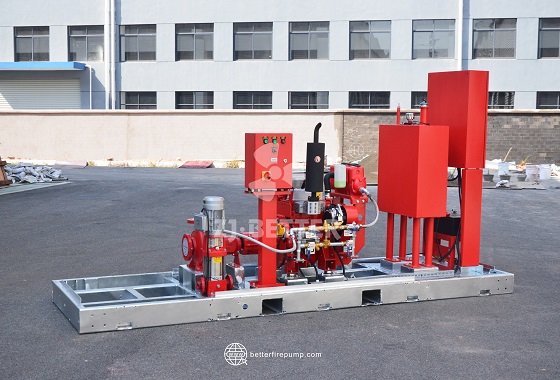
In the context of accelerating urbanization, high-rise buildings, super-tall commercial complexes, and large industrial parks are emerging rapidly, and the resulting fire safety challenges are becoming increasingly severe. How to achieve efficient and stable water supply and firefighting in buildings with dozens or even hundreds of floors has become a key challenge in fire protection system design. To address this, ZJ-Better has introduced its high-head multi-stage horizontal fire pump, specifically designed to tackle issues such as long water supply distances, high pressure requirements, and strong operational stability in high-rise buildings. It is an indispensable core component in modern building fire suppression systems. The ZJ-Better high-head multi-stage horizontal fire pump adopts a segmented structural design, with the pump body composed of multiple impeller stages connected in series. Each stage effectively increases water pressure, achieving ultra-high head output. This structure enables the pump to progressively increase water pressure during operation, thereby achieving long-distance high-pressure water supply, meeting the stringent pressure requirements of high-rise buildings, long-distance water supply pipelines, and complex systems. Compared to single-stage pumps, multi-stage pumps offer higher head and more stable efficiency, making them particularly suitable for fire protection systems in buildings requiring water to be transported to floors above the 30th level. This ensures that during a fire, every floor and every sprinkler head has sufficient pressure support to quickly extinguish the fire source. ZJ-Better adheres to the use of high-strength cast iron or stainless steel materials for the pump body, offering excellent corrosion resistance and wear resistance. This enables continuous operation under complex conditions, particularly in firefighting water containing micro-impurities, ensuring long-term stability without damage and significantly extending the equipment’s service life. Additionally, ZJ-Better employs meticulous production processes, with all critical components such as shaft seals, impellers, and guide vanes undergoing high-precision CNC machining and dynamic balancing tests. This ensures smooth operation at high speeds, low noise levels, and minimal vibration, greatly enhancing the overall reliability and safety of the pump. In terms of energy efficiency control, the ZJ-Better multi-stage horizontal fire pump features an outstanding hydraulic performance curve, enabling high-efficiency output while maintaining low energy consumption levels, achieving significant energy savings and effectively reducing operational costs for users. Especially in high-rise building fire protection systems requiring prolonged system standby status, the pump’s low power consumption characteristics help property owners significantly conserve electrical resources, achieving green and energy-efficient building operation and maintenance objectives. Additionally, the pump can be configured with a variable frequency control system according to user requirements, enabling intelligent start/stop and pressure regulation to prevent water hammer effects and enhance overall system stability. Additionally, the ZJ-Better high-head multi-stage horizontal fire pump supports integrated operation with motors, diesel engines, or dual-power control cabinets, offering strong compatibility and the ability to customize configurations based on actual site conditions to achieve coordinated operation under various drive modes. Especially in fire emergency scenarios, such as sudden power failures or voltage instability, the diesel engine drive mode can quickly take over to ensure uninterrupted pump system operation, buying valuable time for rescue and emergency response. For locations requiring high safety standards, such as airports, subway stations, commercial complexes, and large warehousing and logistics parks, the ZJ-Better multi-stage horizontal fire pump can be integrated into an intelligent remote monitoring system to monitor core parameters such as pump start/stop status, flow rate, head, pressure, and temperature in real time. Data is uploaded and alarm notifications are sent via an IoT platform, enabling users to achieve full-process intelligent management of fire protection equipment, reduce the frequency of manual inspections, and improve response efficiency. Additionally, the ZJ-Better high-head multi-stage horizontal fire pump has obtained multiple domestic and international authoritative certifications, including China’s CCCF certification, the international NFPA 20 standard, and UL/FM certification (for certain models). These certifications not only guarantee product performance and quality but also provide robust technical backing for customers during engineering bidding, government fire safety inspections, and other processes, avoiding unnecessary delays and economic losses due to insufficient equipment qualifications. In practical applications, this pump has been widely deployed in various large-scale engineering projects, such as the Guangzhou Zhujiang New Town super-high-rise office building, a fire station at a chemical plant in South America, and automatic sprinkler systems in multiple five-star hotels across Southeast Asia. Its stable performance and positive customer feedback validate the competitiveness and adaptability of ZJ-Better products in the international market. Customers have consistently reported that this pump model offers sufficient head, stable operation, and low maintenance rates, significantly enhancing the reliability and response speed of the entire fire protection system. In terms of installation and maintenance, the ZJ-Better multi-stage horizontal fire pump also prioritizes operational convenience in engineering practice. The pump features a compact structure with a small footprint, making it suitable for installation in spaces with limited mechanical room area; its modular design facilitates transportation and installation, with all interfaces compliant with international standards for strong compatibility; During maintenance, only the pump cover needs to be removed to inspect and replace the impeller, greatly simplifying maintenance procedures and reducing downtime. To further enhance service quality, ZJ-Better provides customers with comprehensive technical support and training services, with professional engineers providing full support from pump selection, installation guidance, system commissioning, to after-sales service, ensuring customers have no concerns during use. In summary, the ZJ-Better high-head multi-stage horizontal fire pump, with its outstanding head capacity, stable operational performance, energy-efficient design, intelligent system integration, and comprehensive service system, not only meets the stringent requirements of high-rise buildings for high-pressure and long-distance water supply but also plays a crucial role in fire protection systems that ensure the safety of lives and property. Whether for new construction projects or upgrades and renovations of existing fire protection systems, the ZJ-Better high-head multi-stage horizontal fire pump is a reliable and high-quality choice. Choosing ZJ-Better means choosing a fire protection solution that prioritizes efficiency, safety, and professionalism.