Advanced Diesel Fire Pump Solutions for Petrochemical Fire Protection
The advanced diesel fire pump solution for petrochemical fire protection is driven by a high-performance diesel engine and features independent power supply, large-flow water supply, high head output, intelligent control, automatic start and continuous operation capabilities. It is widely used in fire protection systems of oil refineries, chemical industrial parks, oil depots, oil and gas terminals and energy facilities, providing reliable and efficient fire water supply for high-risk industrial sites.
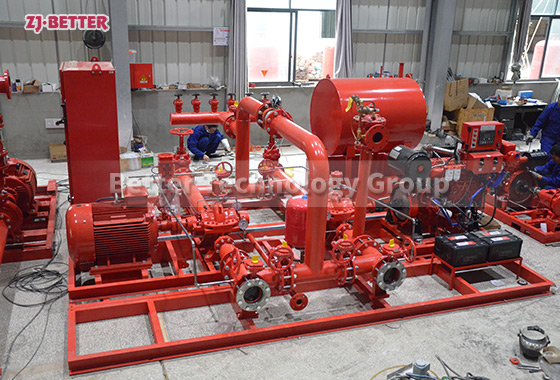
As a crucial component of the modern industrial system, the petrochemical industry involves large quantities of flammable, explosive, and highly hazardous chemical media in its production processes. Fires in this sector are characterized by rapid spread, high intensity, and significant difficulty in extinguishing. Therefore, establishing a reliable, efficient, and independently operating fire-fighting water supply system is a core element of safety construction in petrochemical projects. Among numerous fire-fighting equipment, diesel engine fire pumps have become an essential component of petrochemical fire-fighting systems due to their advantages such as independence from external power sources, rapid start-up, stable operation, and adaptability to complex operating conditions. The advanced diesel fire pump solution specifically designed for petrochemical fire-fighting applications is a high-performance fire-fighting water supply system developed for special application scenarios such as oil refineries, chemical industrial parks, oil depots, natural gas processing plants, liquefied gas storage and transportation bases, oil and gas terminals, and large industrial plant areas. This system organically combines a high-efficiency diesel engine, a fire centrifugal pump, an intelligent control system, and automatic monitoring devices, enabling rapid establishment of a stable water supply capacity in emergencies, providing a continuous and reliable fire-fighting water source for the fire-fighting system.
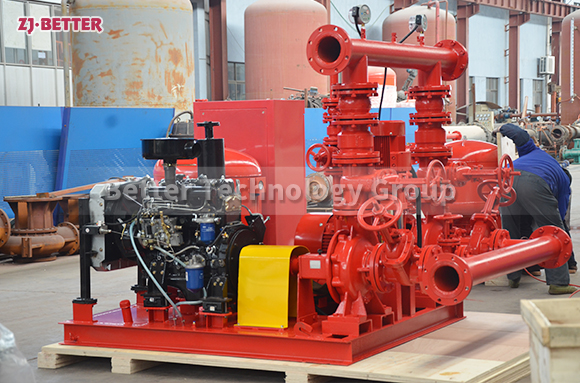
As the core power equipment of the petrochemical fire-fighting system, the greatest advantage of this diesel fire pump lies in its independent operation capability. In the event of a fire, the on-site electrical system is highly susceptible to damage from high temperatures, explosive impacts, or line failures, rendering electric fire suppression equipment inoperable. Diesel fire pumps, driven by industrial-grade diesel engines, can independently start and operate without relying on mains power. When the fire control system detects a fire signal or a drop in fire pipeline pressure, the equipment automatically starts and rapidly establishes fire water supply pressure, ensuring the fire suppression system is operational immediately. This independent power design significantly enhances the safety redundancy of the fire protection system, providing more reliable fire protection for high-risk industrial sites.
Regarding water supply performance, this solution employs a high-efficiency fire pump hydraulic model design, featuring high flow rate, high head, and continuous water supply capabilities. Petrochemical projects typically cover large areas with complex pipeline layouts, and some areas are far from fire water sources, requiring fire pumps to maintain stable pressure output over long distances. The equipment achieves efficient water delivery and low-energy operation through optimized impeller structure, flow channel design, and pump body hydraulic performance. In the event of a fire, the system can simultaneously meet the water supply needs of multiple fire hydrant systems, foam extinguishing systems, fixed fire monitor systems, and automatic sprinkler systems, providing a continuous and stable water source for large-scale firefighting operations.
Addressing the specific environmental requirements of the petrochemical industry, the equipment adopts a heavy-duty industrial-grade structural design. The pump body, base, and key connecting components are all made of high-strength materials, capable of withstanding high-load operating conditions for extended periods. The overall structure of the equipment undergoes rigorous vibration-resistant design, and a high-precision coupling connects the diesel engine and the fire pump, ensuring stable and reliable power transmission. Even under long-term operation in high-temperature, high-humidity, high-salt-spray, and dusty environments, it maintains excellent performance. This environmental resistance is particularly important for coastal petrochemical bases, offshore platform facilities, and large-scale oil storage projects.
The automatic control system is a key technological highlight of this solution. The equipment is equipped with an intelligent fire control cabinet, enabling automatic start-up, automatic shutdown, automatic monitoring, and fault alarm functions. The control system can monitor key parameters such as engine speed, oil pressure, coolant temperature, battery voltage, pump outlet pressure, and operating status in real time. Upon detecting any anomalies, the system immediately issues an alarm signal and takes corresponding protective measures. It also supports remote monitoring, enabling联动 management with the fire control center to improve the overall intelligence and management efficiency of the fire protection system.
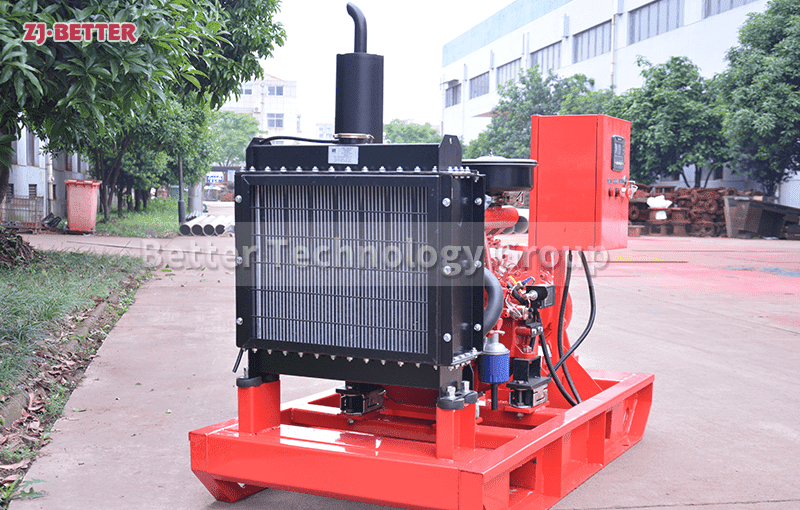
Starting reliability is a crucial indicator of diesel fire pump performance. Petrochemical projects require fire equipment to maintain a very high start-up success rate even during long-term standby. Therefore, this system employs a dual-battery starting structure and an intelligent charging management system to ensure the equipment remains in optimal starting condition for extended periods. It also features automatic preheating and cyclic maintenance functions, allowing for rapid engine start-up even in low-temperature environments. After rigorous testing and long-term verification, the equipment can respond quickly in emergencies, buying valuable time for firefighting operations.
This solution also offers significant advantages in energy saving and economy. The diesel engine utilizes advanced combustion technology and a high-efficiency fuel injection system, improving fuel utilization and reducing operating costs. The fire pump has high hydraulic efficiency, reducing power loss, enabling the entire system to achieve low fuel consumption while ensuring water supply performance. For large industrial projects requiring long-term backup fire equipment, high-efficiency operation can significantly reduce total life-cycle operating costs and improve return on investment.
Ease of equipment maintenance is also a key design consideration. Considering the high requirements for continuous operation of equipment in petrochemical enterprises, this diesel fire pump adopts a modular design with a rational layout of major components, facilitating inspection and maintenance. Engine maintenance, filter replacement, lubrication system maintenance, and control system testing can all be completed quickly. Standardized parts improve spare parts versatility, reducing inventory pressure and downtime. For large industrial users, convenient maintenance translates to higher equipment utilization and lower management costs.
Regarding fire protection system integration, this solution can seamlessly integrate with fire pressure stabilization systems, fire water tanks, fire control centers, and foam extinguishing systems. The equipment can be configured with different control modes according to actual project needs, including automatic start mode, remote start mode, and on-site manual start mode, meeting different fire protection codes and engineering design requirements. It also supports parallel operation of multiple units, forming a highly reliable fire water supply network in large petrochemical projects, further enhancing system safety.
For oil storage tank areas, chemical reaction unit areas, and hazardous materials storage areas, the continuity of fire water supply is crucial. This diesel fire pump has the capability for long-term continuous operation, continuously outputting a stable volume and pressure of water during fire fighting. The optimized engine cooling system effectively controls operating temperature, ensuring no performance degradation during prolonged operation. The high-capacity fuel tank further extends continuous operating time, providing ample support for emergency response to major fires.
As global industrial safety standards continue to rise, petrochemical companies are demanding increasingly higher reliability from their fire protection systems. Advanced diesel fire pump solutions not only meet international fire safety regulations and industrial safety standards but can also be customized to meet specific project needs. Whether for large refineries, integrated chemical plants, oil and gas storage and transportation bases, or energy infrastructure projects, solutions tailored to actual operating conditions can be provided. Their superior independent operation capability, efficient water supply performance, intelligent control system, and long-term reliable operation make them key equipment in modern petrochemical fire protection engineering.
In summary, advanced diesel fire pump solutions for petrochemical fire protection, with their independent power drive, high-efficiency water delivery performance, intelligent control technology, heavy-duty industrial design, and outstanding reliability, provide comprehensive and reliable fire water supply for high-risk industrial sites. Facing the complex and demanding environments of petrochemical applications, this equipment can respond rapidly and operate continuously in critical moments, playing a vital role in protecting personnel safety, equipment assets, and production operations. In the future, with the continuous upgrading of smart fire protection technologies and industrial safety standards, diesel fire pumps will assume an even more important role in petrochemical fire protection systems, providing solid support for global industrial safety development.