High Efficiency Vertical Multistage Jockey Fire Pumps for Stable Fire Protection Systems
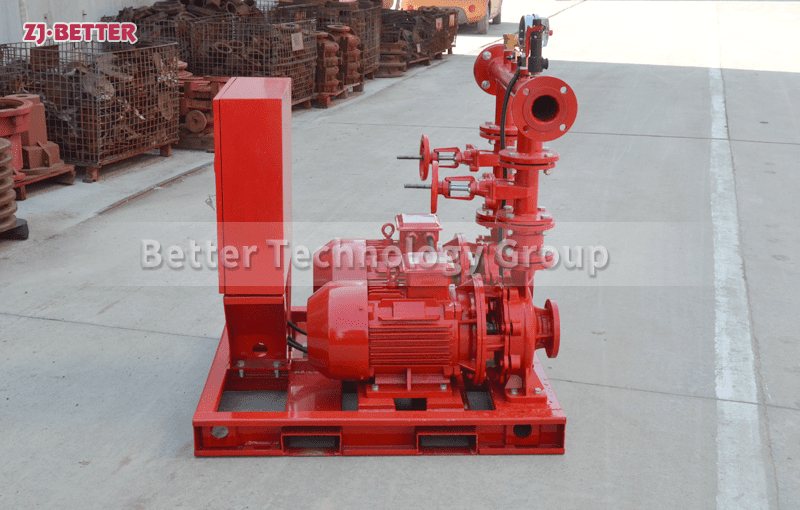
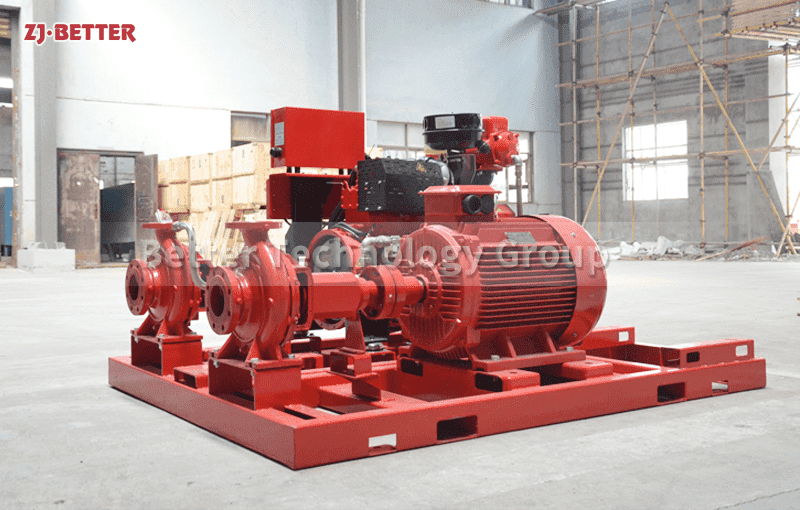
High-efficiency vertical multistage fire pumps are designed specifically for maintaining pressure in fire protection systems. They feature advantages such as low flow rate and high head, energy efficiency, and automatic control. They are widely used in fire pump room systems of high-rise buildings, industrial plants, and commercial buildings to ensure the long-term stable operation of fire protection pipelines.
In modern building fire protection systems, stable and reliable water supply pressure is a crucial condition for ensuring the normal operation of the entire fire protection facility. With the continuous advancement of urbanization, the number of high-rise buildings, commercial complexes, industrial plants, and large public facilities is constantly increasing. These buildings are typically equipped with complex fire water supply systems, including automatic sprinkler systems, indoor and outdoor fire hydrant systems, and other fire protection equipment. In these systems, the fire pipeline network needs to maintain a stable pressure during normal standby to ensure rapid response and activation of the main fire pump in the event of a fire. However, in actual operation, due to minor leaks in the pipeline network, inadequate valve sealing, temperature changes, and system pressure fluctuations, the pressure in the fire pipeline network gradually decreases. Without dedicated equipment to maintain the pressure, the main fire pump may start frequently, which not only wastes energy but also shortens the service life of the main fire pump equipment. Therefore, high-efficiency vertical multistage fire pressure-stabilizing pumps, as an important component of fire protection systems, are widely used in fire pump rooms of various buildings to maintain stable fire pipeline network pressure and ensure that the entire fire protection system is in a reliable standby state for a long period. Vertical multistage fire-fighting pressure-stabilizing pumps are specialized fire-fighting equipment designed with a multistage centrifugal pump structure. Multiple impellers operate in series, allowing water to gain energy stage by stage within the pump body, thus achieving a high head output. Compared to traditional single-stage centrifugal pumps, multistage pumps can generate higher pressure under lower flow conditions, a characteristic perfectly suited to the operational requirements of fire-fighting pressure-stabilizing systems. Fire-fighting pressure-stabilizing pumps typically operate in a low-flow, high-head mode, continuously replenishing water lost from minor leaks or pressure fluctuations in the pipeline network, maintaining the entire fire-fighting pipeline network within the set pressure range. When the system pressure drops to the set lower limit, the pressure-stabilizing pump automatically starts and replenishes water to the pipeline network; when the pressure recovers to the set value, the equipment automatically stops operating, thus forming a stable automatic pressure maintenance mechanism. Because the pressure-stabilizing pump only needs to operate at low flow rates, its energy consumption is low and its operating efficiency is high, reducing operating costs while ensuring stable fire-fighting system pressure. High-efficiency vertical multistage fire-fighting pressure-stabilizing pumps are typically designed for vertical installation, effectively reducing the equipment’s footprint and making them ideal for installation in space-constrained fire pump rooms. The vertical structure allows for direct connection between the motor and the pump body, reducing the number of transmission components, thereby lowering mechanical losses and improving overall equipment operating efficiency. The pump body utilizes a high-precision impeller and flow guide structure, optimized through advanced hydraulic model design, ensuring smooth water flow and minimizing energy loss, thus achieving higher hydraulic efficiency. Simultaneously, the impeller and pump casing, made of high-quality stainless steel or corrosion-resistant materials, effectively enhance corrosion resistance, enabling stable performance in long-term operating environments. Furthermore, the multi-stage structure allows the pump to maintain stable pressure output over a wide operating range, enabling rapid adjustment even under fluctuating system pressure, ensuring the fire protection system remains safe and stable. In terms of the power system, vertical multi-stage fire pressure-stabilizing pumps typically use high-efficiency electric motors as the drive unit. These motors offer advantages such as stable operation, low noise, and simple maintenance, maintaining reliable performance under long-term continuous operation. By rationally selecting the motor power and speed, the pressure-stabilizing pump can operate at its optimal efficiency point, further reducing energy consumption and improving overall system efficiency. In terms of automatic control, fire-fighting pressure-stabilizing pump units are typically equipped with advanced electrical control systems. These systems monitor the fire-fighting pipeline pressure in real time using pressure sensors and automatically control the equipment’s start and stop based on set parameters. When the system pressure drops to the set value, the control system immediately starts the pressure-stabilizing pump to replenish water; when the pressure returns to the set range, the equipment automatically stops operating. The entire process requires no manual intervention, thus achieving automated operation and management. The control system also typically has multiple protection functions, such as overload protection, phase loss protection, overvoltage protection, and motor overheat protection. These protective measures effectively prevent the equipment from operating under abnormal conditions, thereby improving system safety and reliability. In some advanced fire-fighting systems, the pressure-stabilizing pump control system can also be linked with the automatic fire alarm system. When a fire occurs and the main fire pump is started, the pressure-stabilizing pump automatically stops operating, thus avoiding interference between systems. High-efficiency vertical multistage fire-fighting pressure-stabilizing pumps not only maintain stable fire-fighting pipeline pressure but also effectively extend the service life of the main fire pump equipment. In systems without pressure-stabilizing pumps, the main fire pump may frequently start when the pipeline pressure drops slightly. Since the main pump is typically designed for high flow rates, frequent start-stop operations not only increase energy consumption but also cause additional wear and tear on the motor and mechanical structure. By installing a pressure-stabilizing pump system, the task of maintaining pipeline pressure can be delegated to a lower-power pressure-stabilizing pump, thus avoiding frequent starts of the main pump. This is crucial for improving the reliability and economy of the entire fire protection system. In terms of application areas, high-efficiency vertical multistage fire pressure-stabilizing pumps are widely used in high-rise buildings, commercial complexes, hospitals, schools, airports, subway stations, industrial plants, and large warehousing and logistics centers. In these buildings and facilities, the fire protection systems are usually large-scale and have complex pipeline networks, thus requiring pressure-stabilizing pump systems to ensure consistently stable pipeline pressure. Furthermore, in large industrial parks and production bases, where the fire protection pipeline network covers a wide area and pressure fluctuations are more pronounced, pressure-stabilizing pumps play a vital role in maintaining stable system operation. To improve the long-term reliability of equipment, vertical multistage fire-fighting pressure-stabilizing pumps typically employ high-quality bearing systems and high-performance mechanical seal structures during manufacturing. These key components effectively reduce frictional losses and prevent leakage, thereby extending the equipment’s service life. Simultaneously, the pump body structure design fully considers ease of maintenance, allowing for convenient disassembly and repair during routine maintenance, thus reducing maintenance costs and improving maintainability. In modern fire protection engineering, the reliability requirements of fire protection systems are constantly increasing, therefore, pressure-stabilizing pump equipment is also undergoing continuous technological upgrades. For example, by adopting more efficient hydraulic designs to further improve pump efficiency, by implementing intelligent control systems for remote monitoring and data management, and by optimizing structural design to reduce operating noise and vibration levels, these technological advancements enable vertical multistage fire-fighting pressure-stabilizing pumps to better adapt to the future development needs of fire protection engineering. Overall, high-efficiency vertical multistage fire-fighting pressure-stabilizing pumps, with their low-flow-rate, high-head output capacity, energy-saving and efficient operation characteristics, and automated control advantages, play an irreplaceable and vital role in modern fire protection systems. They not only maintain stable pressure in the fire pipeline network but also reduce the operating load of the main fire pump and improve the reliability of the entire fire protection system. With the continuous expansion of building scale and the continuous improvement of fire safety standards, vertical multistage fire pressure stabilizing pumps will play an increasingly important role in future fire protection engineering construction, providing stable and reliable fire water supply for various buildings and industrial facilities.