Meeting Critical Challenges: Powerful Performance and Reliability of Diesel Fire Pumps
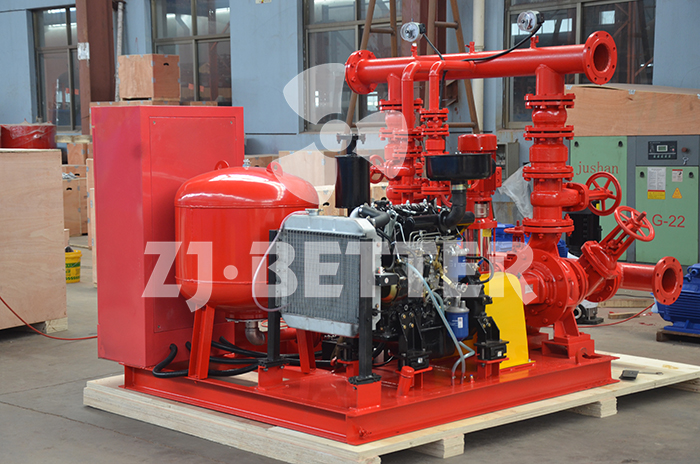
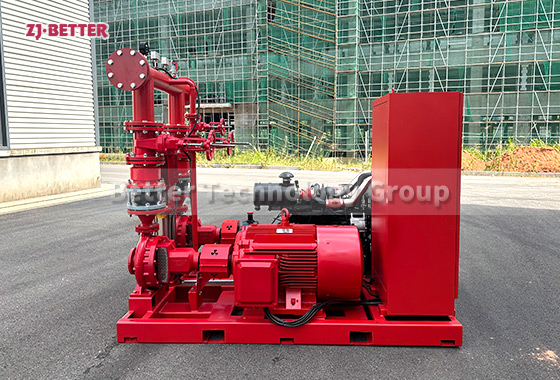
Diesel fire pumps, with their powerful power and reliable performance, ensure stable operation of fire and emergency water supply systems. Suitable for use in powerless environments, high-risk locations, and diverse mission scenarios, they offer fast startup, high-flow water supply, durable construction, and energy-saving and environmentally friendly advantages, making them the ideal firefighting equipment for critical moments.
In fire emergencies and critical water supply missions, the reliability of firefighting equipment determines the success or failure of the entire rescue effort. Diesel fire pumps, with their powerful power and highly reliable performance, are indispensable core equipment. Not only can they operate independently during power outages or unstable power supplies, but they can also provide sustained and stable water supply in a variety of complex environments and high-intensity missions, truly providing a solid foundation for firefighting systems. The greatest advantage of diesel fire pumps is their self-contained power system, completely independent of external power grids. In fire incidents, the power system is often the first to be damaged or cut off, potentially preventing the electric pump unit from starting. However, diesel fire pumps, powered by their built-in diesel engine, can start quickly and ensure an immediate supply of fire water. This feature makes them irreplaceable in environments without electricity, remote areas, industrial plants, and high-risk areas. Diesel fire pumps are particularly important in high-risk locations such as oil depots, chemical plants, ports, and high-rise buildings, making them a vital choice for fire safety. In terms of performance, diesel fire pumps have strong power output capabilities and can generate high head and large flow of stable water supply in a short period of time, meeting the needs of large-scale firefighting operations and continuous water supply. Their designs usually combine high-efficiency diesel engines with high-performance pump bodies to ensure stable performance under long-term high-load operation, avoiding flow drops or insufficient pressure. At the same time, some models also have automatic control and self-start functions. When the system pressure drops or a fire signal is received, they can automatically start and run, greatly improving the efficiency of emergency response. Reliability is another highlight of diesel fire pumps. Their structural design is sturdy and durable, and key components are treated with high-temperature resistance, corrosion resistance, and wear resistance to withstand long-term use in harsh environments. A high-strength connection between the engine and the pump body ensures efficient and stable power transmission. At the same time, it is equipped with cooling and lubrication systems to ensure that the equipment will not overheat or suffer abnormal losses during long-term continuous operation. This stable and reliable performance enables it to continuously output power at critical moments to ensure the uninterrupted firefighting process. In addition, diesel fire pumps have strong adaptability and flexibility. They can be installed in a variety of ways and can be flexibly arranged according to different site conditions. They can be installed as a fixed type in the fire engine room, or designed as a mobile pump truck or portable unit, which is convenient for rapid mobilization in emergency situations. This flexible deployment capability allows it to cover a wider range of application scenarios. Whether it is urban buildings, industrial parks, or mines, oil fields, and port terminals, they can be quickly put into use to provide a continuous and reliable fire water source. It is worth mentioning that diesel fire pumps also show high convenience in maintenance and operation. Their control system design is humanized and easy to operate. They are usually equipped with intuitive display panels and control buttons. They can monitor the operating status in real time, such as speed, water pressure, oil volume and temperature, so that operators can grasp the equipment status at any time. Some models also support remote monitoring and automatic alarm functions. Once a fault occurs, it can send a signal in time to help quickly troubleshoot and solve the problem, ensuring that the equipment is always in good operating condition, thereby further improving the overall reliability of use. Diesel fire pumps also have significant advantages in energy conservation and environmental protection. Modern designs widely adopt low-fuel-consumption, high-efficiency engines, which can effectively reduce fuel consumption and operating costs while ensuring strong output. They are also equipped with advanced emission treatment systems that meet the environmental protection standards of multiple countries and reduce smoke and pollutant emissions. This design not only meets the current trend of green environmental protection, but also brings a more economical and efficient operating experience to the user unit. In addition to conventional firefighting uses, diesel fire pumps also play an important role in many emergency water supply and drainage tasks. For example, in flood disasters, they can quickly pump out large amounts of accumulated water. They can also be used as temporary water supply equipment in municipal engineering or industrial production, demonstrating extremely high practical value and versatility. This multi-purpose feature further expands its scope of application, making diesel fire pumps not only the guardian of fire safety, but also a reliable assistant for emergency response in multiple scenarios. Overall, diesel fire pumps have become an important part of modern fire protection systems and emergency water supply systems due to their strong power output, excellent reliability, flexible application methods and high efficiency and energy saving. They can respond quickly at critical moments, provide stable water sources, and ensure the smooth progress of firefighting operations. Their independence, stability and high adaptability enable them to demonstrate incomparable advantages when facing complex environments and sudden challenges. They are one of the most representative high-performance products in the current fire protection equipment system.