Automatic Horizontal Fire Pump Sets for Continuous Fire Water Supply
The automatic horizontal fire pump unit adopts a high-performance horizontal end-suction centrifugal fire pump and an intelligent control system. It has the advantages of automatic start-up, continuous water supply, stable pressure, intelligent monitoring, multiple safety protections and energy-saving operation. It is widely used in high-rise buildings, industrial plants, commercial complexes, warehousing and logistics, hospitals, airports, ports and municipal fire protection projects, providing an efficient, reliable and stable overall solution for modern fire water supply systems.
Automatic-operated horizontal fire pump units are one of the core pieces of equipment in modern fire water supply systems. They are primarily used to quickly establish pressure in the fire pipeline network during a fire, providing a continuous and reliable supply of fire-fighting water for automatic sprinkler systems, fire hydrant systems, fire monitor systems, and other fire protection facilities. With the continuous development of high-rise buildings, large commercial complexes, industrial parks, petrochemical plants, power plants, warehousing and logistics facilities, airports, ports, and municipal infrastructure, fire protection systems are placing higher demands on the automation level, continuous water supply capacity, and operational reliability of water supply equipment. Automatic-operated horizontal fire pump units utilize high-performance horizontal end-suction centrifugal fire pumps, intelligent control systems, high-efficiency drive devices, and comprehensive monitoring and protection modules. By automatically detecting changes in fire pipeline network pressure, they achieve rapid equipment startup, continuous water supply, and intelligent operation management. Even under complex operating conditions, they maintain stable operation, building an efficient, safe, and reliable fire water supply guarantee system for modern fire protection engineering.
The biggest advantage of automatic-operated horizontal fire pump units lies in their rapid automatic startup capability. When the fire protection system is in normal standby mode, the equipment continuously monitors the fire hydrant network pressure. When the sprinkler system activates, fire hydrants open, or the fire hydrant network pressure drops to a set value, the control system immediately issues a start-up command. The fire pump can start up and enter a stable operating state in a very short time, quickly establishing the pressure required by the fire protection system. The entire start-up process requires no manual intervention, effectively shortening the initial fire response time, improving the efficiency of fire protection facilities, and gaining valuable time to control the initial fire, further enhancing the building’s fire safety level.
The equipment uses a horizontal end-suction centrifugal fire pump as its core water supply unit. An advanced hydraulic model has been optimized to ensure smoother internal flow channels, effectively reducing hydraulic losses and improving overall operating efficiency. The high-precision impeller undergoes dynamic balancing to maintain stability during high-speed operation, continuously outputting sufficient flow and stable head to meet the continuous water supply requirements of large-scale fire protection systems. The horizontal structure lowers the equipment’s center of gravity, making operation more stable, effectively controlling vibration and noise, and maintaining excellent water supply performance even during long-term operation, making it suitable for various large-scale fire protection projects.
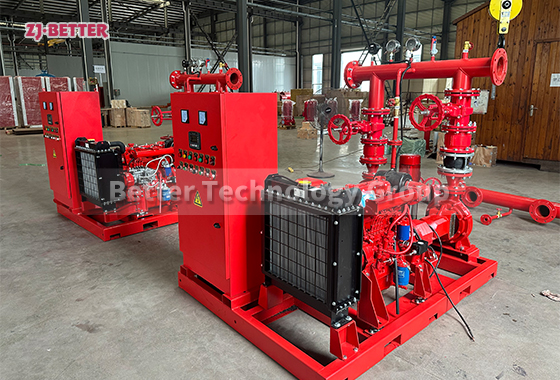
The automatically operating horizontal fire pump unit is equipped with an intelligent control cabinet, enabling automated management of fire-fighting equipment. The control system can collect real-time data on pressure, flow rate, current, voltage, operating time, and equipment status, and automatically control equipment start-up and shutdown through intelligent programs. When fire-fighting demands change, the system can automatically adjust its operating status according to preset programs to ensure a stable fire water supply. The control cabinet supports multiple operating modes, including automatic, manual, and remote control, allowing fire management personnel to operate flexibly according to actual site conditions and improving the overall efficiency of the fire protection system.
To ensure long-term stable operation, the automatically operating horizontal fire pump unit is equipped with comprehensive safety protection functions. The system features overload protection, short-circuit protection, phase loss protection, voltage anomaly protection, pressure anomaly alarm, start-up failure alarm, and equipment fault alarm, among other protection measures. When abnormal operating conditions occur, the control system can immediately issue an alarm signal and take protective measures according to preset programs, effectively preventing equipment damage and reducing the risk of downtime due to malfunctions. This comprehensive protection system not only improves equipment operational safety but also reduces subsequent maintenance costs, providing a reliable guarantee for the long-term stable operation of the fire protection system.
In terms of continuous water supply performance, the automatic horizontal fire pump unit fully considers the requirements of large-scale fire protection projects for long-term stable operation. The equipment uses a high-efficiency drive motor, providing stable output power and enabling continuous operation of the fire pump for extended periods. Combined with an optimized bearing, mechanical seal, and coupling system, the entire unit boasts excellent durability and a long service life. Even during continuous firefighting operations requiring prolonged water supply, the equipment maintains stable pressure output, providing a reliable water source for the fire protection system and effectively meeting the firefighting needs of large buildings and industrial facilities.
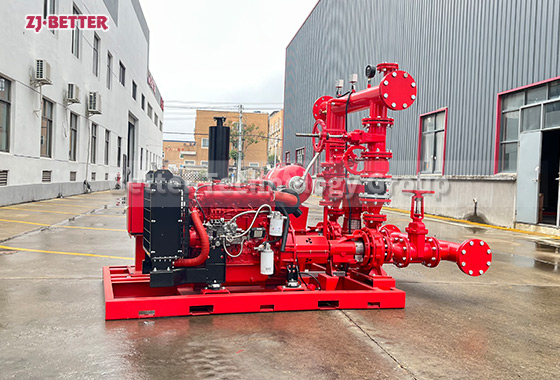
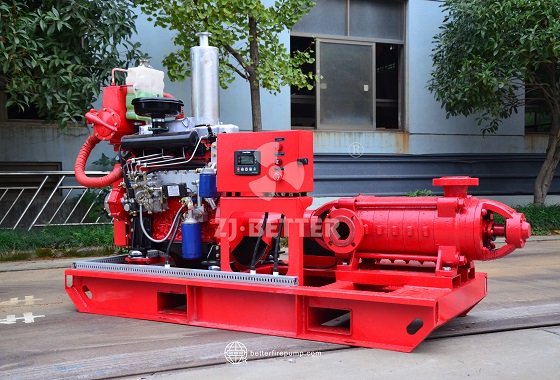
The product adopts an integrated modular design concept, centrally mounting the horizontal fire pump, motor, control cabinet, valve components, pressure detection device, and connecting pipelines onto a single base, forming a compact, integrated fire pump unit. The overall structural layout is rational, occupying a small area, making transportation, hoisting, and on-site installation more convenient, effectively shortening the project construction cycle. The modular design also facilitates later maintenance and repair; ample maintenance space is reserved for each major component, reducing maintenance time and improving the overall life-cycle operating efficiency of the equipment.
Key components of the equipment are manufactured using wear-resistant and corrosion-resistant materials, and the pump body possesses high mechanical strength, enabling it to withstand long-term standby and frequent start-up environments. The impeller undergoes precision machining, improving both water delivery efficiency and wear resistance. The mechanical seal employs a reliable sealing structure, effectively reducing leakage and enhancing operational safety. The optimized bearing system can withstand long-term continuous operating loads, reducing equipment wear and extending overall service life, ensuring the fire pump unit maintains stable operation over extended periods.
Automatic horizontal fire pump units have a wide range of applications and can be configured with different flow rates, head, and power specifications to meet the fire water supply needs of various locations, including high-rise buildings, commercial complexes, industrial plants, warehousing and logistics centers, hospitals, schools, hotels, data centers, airports, ports, rail transit, power facilities, and petrochemical plants. Whether for new fire protection systems or upgrades of existing projects, this equipment provides a stable and reliable fire water supply solution, meeting the fire protection standards of different countries and regions.
With the continuous development of smart fire protection technology, automatic horizontal fire pump units are increasingly incorporating digital management functions. The equipment can be configured with a communication interface to interconnect with fire control centers, building automation systems, and smart fire protection platforms, enabling remote monitoring of equipment operation status, fault alarms, historical data queries, and operational analysis. Management personnel can monitor equipment operation in real time, proactively identify potential problems, and develop maintenance plans, improving fire equipment management efficiency, further reducing operational risks, and providing strong support for the construction of modern smart fire protection systems.
In terms of energy saving, the automatically operating horizontal fire pump unit also performs well. A high-efficiency hydraulic model reduces energy loss, and the rational matching of motor power improves overall operating efficiency. The intelligent control system automatically controls equipment start-up and shutdown based on the fire system’s operating status, avoiding ineffective equipment operation and reducing energy consumption. Due to stable operation, long maintenance cycles, and long component lifespan, it effectively reduces subsequent maintenance costs and overall operating costs, improving the overall economic benefits of fire protection projects and providing users with more efficient, energy-saving, and reliable fire water supply equipment.
In summary, the automatically operating horizontal fire pump unit integrates multiple advantages such as automatic control, efficient water supply, stable operation, safety protection, intelligent monitoring, and energy-saving operation, making it an important component of modern fire water supply systems. The equipment can quickly respond to fire-fighting needs, achieve continuous and stable water supply, improve the overall operational reliability and fire-fighting efficiency of the fire protection system, and provide a solid fire-fighting water supply guarantee for high-rise buildings, industrial enterprises, public facilities, and various large-scale engineering projects. In the future, with the continuous upgrading of fire protection technology and the ongoing advancement of smart fire protection construction, automatic horizontal fire pump units will play an even more important role in the field of fire-fighting water supply, providing safer, more efficient, and more stable overall solutions for global fire protection engineering.