Energy-Saving and Durable Horizontal Centrifugal Fire Pump for Multiple Fire Systems
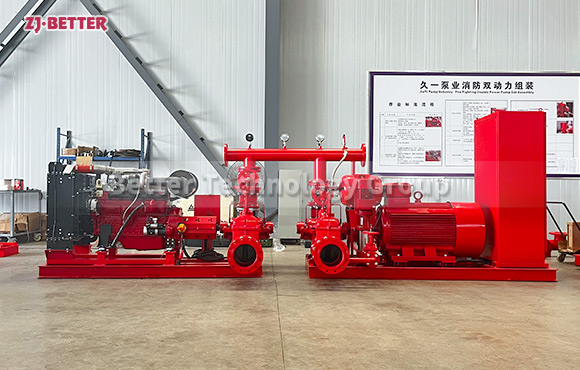
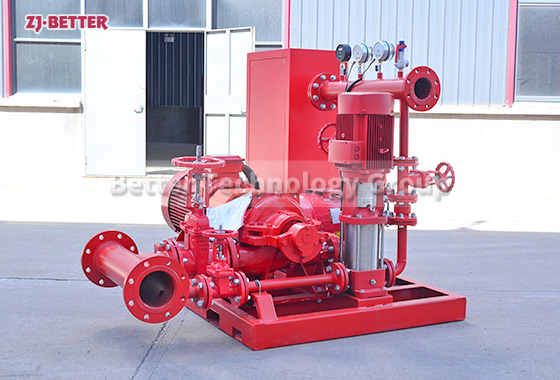
Highly efficient, energy-saving and durable horizontal centrifugal fire pumps offer excellent hydraulic performance, low energy consumption, long life and high reliability. Suitable for a variety of fire protection systems in high-rise buildings, industrial plants, warehousing and logistics, they ensure rapid and stable water supply in the event of a fire and comply with international standards and energy-saving and environmental protection requirements.
The energy-saving and durable horizontal centrifugal fire pump is a high-performance water supply device designed specifically for various fire protection systems. It plays a key role in the fire protection field with its stable operation, excellent energy efficiency, and long-lasting durability. The device adopts a horizontal structure design, with the pump body and drive motor connected by a high-precision coupling. The compact structure, small footprint, easy installation, and simple maintenance make it suitable for installation in machine room environments with limited space or strict equipment layout requirements. The pump body and impeller are manufactured from high-strength, corrosion-resistant materials, which can effectively resist hydraulic shock and medium corrosion during long-term operation, extending the equipment life and meeting the requirements of long-term uninterrupted operation. The hydraulic design of the pump has been optimized and calculated, and the impeller shape and flow path within the pump casing have been analyzed through CFD fluid simulation to effectively improve hydraulic efficiency and reduce flow resistance, thereby achieving higher flow output and head, while reducing energy consumption. This high-efficiency hydraulic performance enables it to quickly provide sufficient water pressure and flow in the early stages of a fire, ensuring rapid activation of sprinkler systems, fire hydrant systems, or other fire protection equipment. The horizontal centrifugal fire pump is equipped with an energy-efficient motor with high power factor and low energy consumption. It can maintain stable output during long-term operation and reduce the waste of electricity resources, which is in line with the modern trend of energy conservation and environmental protection. The motor bearing adopts imported sealed lubrication structure, low operating noise and low heat generation, ensuring the stability and reliability of the equipment under various working conditions. The pump can also be configured with different types of mechanical seals or packing seals according to the requirements of different projects. The mechanical seal adopts wear-resistant silicon carbide and stainless steel spring materials to ensure excellent sealing performance and long maintenance cycle, effectively avoiding leakage problems and ensuring the safe operation of the equipment. In order to cope with complex use environments, the surface of the equipment adopts high-quality anti-corrosion spraying technology, which can effectively prevent external factors such as moisture, salt spray, and chemical media from corroding the equipment. It can maintain stable performance even in special environments such as coastal areas, high humidity or chemical plants. There is a centering device between the drive end and the pump body. No complicated adjustment is required during installation to ensure concentricity, reduce vibration and wear caused by installation errors, and reduce maintenance costs. The horizontal centrifugal fire pump supports multiple starting methods. It includes direct start, auto-coupling step-down start and soft start, which can be flexibly selected according to the on-site power grid conditions and starting impact requirements, effectively reducing electrical and mechanical shocks and protecting the motor and piping system. The pump’s control system is fully functional, supports automatic and manual switching, and can be linked with the automatic fire alarm system to automatically start the pump unit upon receiving a fire alarm signal. It also has multiple protection functions such as pressure monitoring, flow monitoring, overload protection, phase loss protection, and low pressure alarm to ensure the safety of the equipment under various abnormal working conditions. The pump unit undergoes rigorous dynamic balancing tests and water pressure tests during the manufacturing process to ensure stable performance, smooth operation, and no abnormal noise or vibration. After on-site installation and commissioning, the pump can automatically adjust its operating status according to the pipeline pressure to maintain a stable water supply pressure, thereby avoiding wear and tear on the equipment caused by frequent starts and stops of the system. In fire protection applications, this energy-saving and durable horizontal centrifugal fire pump is suitable for high-rise buildings, industrial plants, warehousing and logistics centers, airports, docks, chemical parks, subway stations and other places. It can be used for sprinkler fire extinguishing systems, indoor and outdoor fire hydrant systems, foam fire extinguishing systems and fixed Suitable for a variety of firefighting water supply scenarios, such as water monitor systems, the pump can reach rated pressure and flow within seconds during operation, ensuring sufficient water for immediate firefighting and reducing the risk of fire spread. In addition to its application in firefighting systems, this pump can also be used for emergency water supply tasks in certain industrial production processes, such as cooling circulation, pipe flushing, or emergency drainage. Its long design life, simplified maintenance, and high spare parts compatibility reduce operating and maintenance costs. Overall, this energy-saving and durable horizontal centrifugal fire pump, with its excellent hydraulic performance, low energy consumption, long life, and high reliability, provides stable and safe protection for various firefighting projects. It not only meets international firefighting standards but also complies with the stringent energy-saving, environmental, and economical requirements of modern buildings, making it an ideal core equipment for various large-scale firefighting systems. With the advancement of urbanization and industrialization, the performance and reliability requirements of firefighting systems are becoming increasingly demanding. With its outstanding technical advantages and excellent manufacturing process, this horizontal centrifugal fire pump will continue to play a vital role in various firefighting projects, protecting life and property.













.jpg)