Outdoor Protected Fire Pump System: Weatherproof, Dustproof, and Corrosion-Resistant Performance
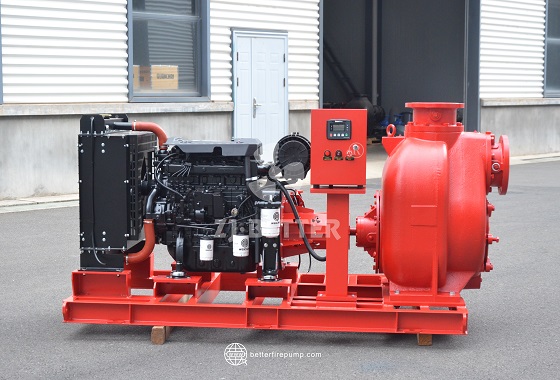
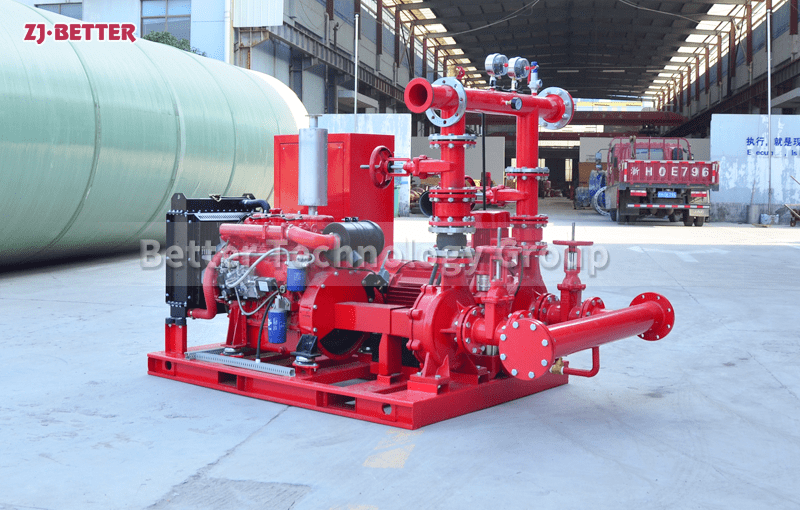
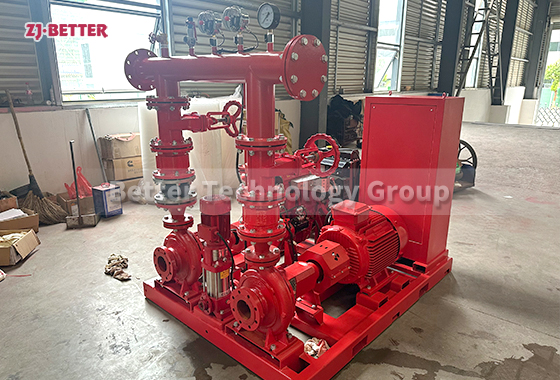
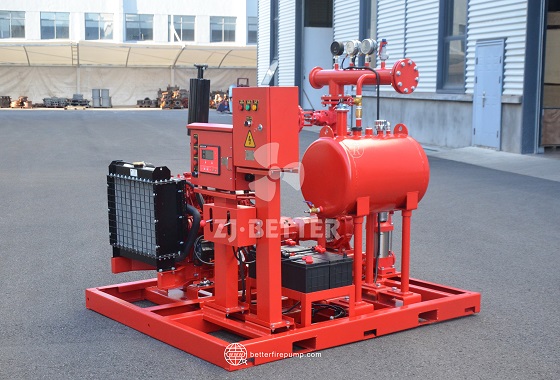
Designed for harsh environments, the outdoor fire pump system features waterproof, dustproof, and corrosion-resistant features, making it suitable for fire water supply in factories, docks, chemical plants, and remote buildings. Driven by a high-efficiency diesel engine or electric motor, its intelligent control system enables automatic start/stop and remote monitoring, ensuring stable and reliable water supply. Its energy-saving, durable design, easy maintenance, and robust construction make it an ideal choice for firefighting needs in a variety of extreme environments.
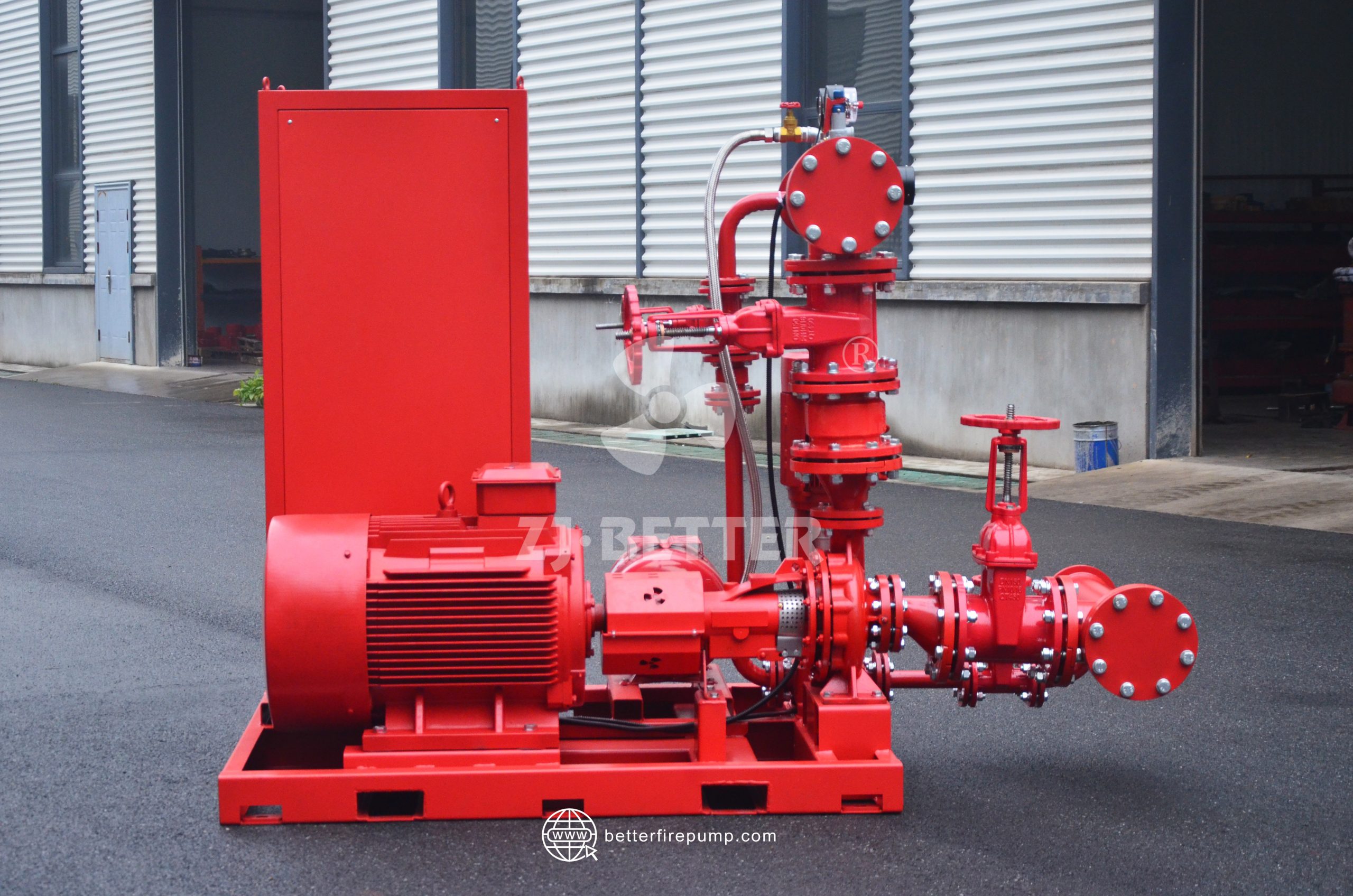
The outdoor fire pump system is a high-performance firefighting device designed specifically for harsh environments. It is widely used in firefighting systems in factories, storage bases, ports, petrochemical sites, municipal fire stations, and buildings in remote areas. With the rapid development of modern industry and urban construction, the operating environments of outdoor fire pumps are becoming increasingly complex. Traditional open-type equipment is prone to performance degradation, corrosion, and even failure in rain, dust, high temperatures, or severe cold. The outdoor fire pump system effectively addresses this problem. The system utilizes a fully enclosed or semi-enclosed design, high-strength materials that are waterproof, dustproof, and corrosion-resistant, and an intelligent control system to achieve stable, efficient, and safe long-term operation, ensuring continuous and reliable fire water supply support in any emergency. Its casing is constructed of thickened welded steel plates with an anti-corrosion coating and high-temperature electrostatic spraying for excellent rust and weather resistance. It maintains structural strength and visual integrity even in areas with high salt spray and humidity. The system is equipped with a high-efficiency diesel engine or electric motor drive, allowing for flexible operation depending on the operating environment and power supply conditions. This ensures automatic startup in the event of a main power outage, providing independent fire water supply power. The pump utilizes a high-efficiency single-stage or multi-stage centrifugal structure with optimized hydraulic performance, precisely matching flow and head to meet the water supply requirements of various building heights and sprinkler systems. Its sealing system utilizes high-temperature and wear-resistant mechanical seals to effectively prevent leakage and ensure long-term stable operation. This fire pump system offers exceptional protection, typically achieving an IP55 rating or higher, effectively resisting external dust and strong water jets. The control system and electrical components are housed in a waterproof cabinet equipped with ventilation and heat dissipation devices to prevent electrical failures caused by excessive temperatures. Furthermore, the system features automatic heating and insulation functions, ensuring rapid startup and continued operation even in low-temperature environments. For tropical or desert environments, the system can be equipped with an optional high-efficiency heat dissipation system and dust filtration to ensure long-lasting engine and pump performance. The system’s intelligent control unit features automatic start-stop, pressure monitoring, flow feedback, remote alarms, and status monitoring. A communication module enables real-time data exchange with the building’s fire control center or remote monitoring platform, enabling management personnel to monitor the pump’s operating status at any time and from any location. Upon detecting a pressure drop, abnormal temperature, or fault signal, the system immediately issues an alarm and automatically switches to a backup pump or activates a backup pump, ensuring uninterrupted fire water supply. This intelligent control mode significantly improves the fire protection system’s responsiveness, safety, and reliability. In addition to its superior protection and control performance, the outdoor protective fire pump system also offers significant advantages in energy efficiency and maintenance. Thanks to an optimized fuel injection and energy-efficiency control system, the diesel-driven pump unit improves fuel utilization by over 15%, effectively reducing operating costs. The electric-driven pump unit utilizes a high-efficiency, energy-saving motor with a high power factor, smooth start-up, and lower energy consumption. Its modular design facilitates transportation and installation, allowing users to flexibly configure the water tank, piping, control cabinet, and auxiliary systems to suit site conditions, shortening installation times. Regarding maintenance, the equipment features a well-organized layout, with accessible access and working space for all major components. Maintenance areas on the pump and engine are clearly marked, making disassembly and replacement easy. The system also features automatic lubrication and self-cleaning functions, effectively reducing maintenance requirements and extending equipment life. For long-term operation, the system’s shock-resistant base and high-strength frame structure significantly reduce noise and vibration, improving equipment stability, reducing foundation stress loss, and extending overall system life. Safety is a core design consideration for outdoor fire pump systems. The system incorporates multiple internal safety mechanisms, including over-temperature protection, low oil pressure protection, overload protection, and water shortage shutdown protection. In the event of an abnormality, the system automatically shuts down and issues an audible and visual alarm, preventing equipment damage or safety accidents. Select models also offer optional explosion-proof electrical systems and fireproof compartment structures, making them suitable for high-risk locations such as petrochemicals, oil depots, and gas stations. External interfaces utilize international standard flanges and high-strength flexible connectors to ensure safe installation and system compatibility. The system also complies with international fire protection standards (such as NFPA20 and ISO9001) and holds multiple quality certifications, ensuring that product design, manufacturing, and performance meet international safety regulations. Compared to traditional fire pumps, the outdoor fire pump system significantly improves service life, environmental adaptability, ease of maintenance, and intelligent operation. Not only does it maintain efficient operation in harsh environments, but its intelligent control system also enables remote monitoring and automated management, significantly reducing the need for manual intervention and making firefighting systems more reliable and proactive. Its application range is extremely broad, ranging from high-rise buildings and industrial parks to seaports, chemical bases, and field operations. Its independent operation and all-weather protection make it a crucial component for ensuring fire safety, particularly in areas with unmanned personnel or unstable power supply. Overall, the advantages of outdoor protective fire pump systems are reflected in five key areas: strong structural protection, flexible power configuration, advanced intelligent control, energy-efficient and reliable operation, and easy maintenance and durability. These advantages have earned it widespread recognition in the global firefighting market, making it a core component of modern firefighting engineering. With the increasing adoption of smart firefighting and green energy concepts, future outdoor protective fire pumps will continue to evolve towards automation, low energy consumption, and multi-functionality, ensuring fire safety while achieving more economical and environmentally friendly operation.