Role Analysis of High-Reliability Electric Fire Pump Sets in Fixed Fire Protection Systems
This article analyzes the application of high-reliability electric fire pump units in fixed fire protection systems, focusing on their stable electric drive, rapid automatic start-up, continuous water supply capability, and system integration advantages. They are suitable for the fire water supply needs of fire hydrants and automatic sprinkler systems.
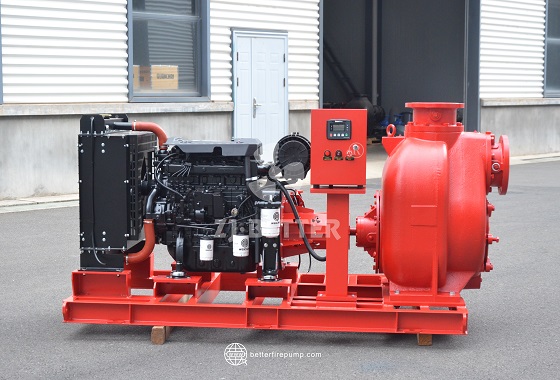
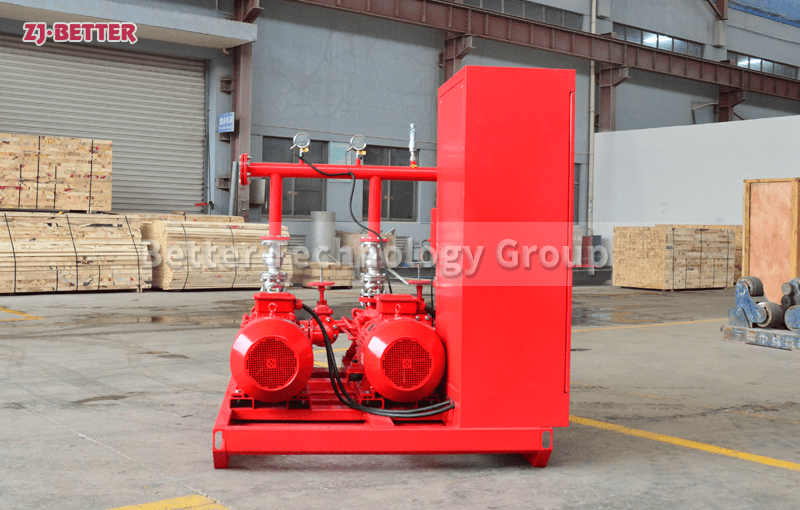
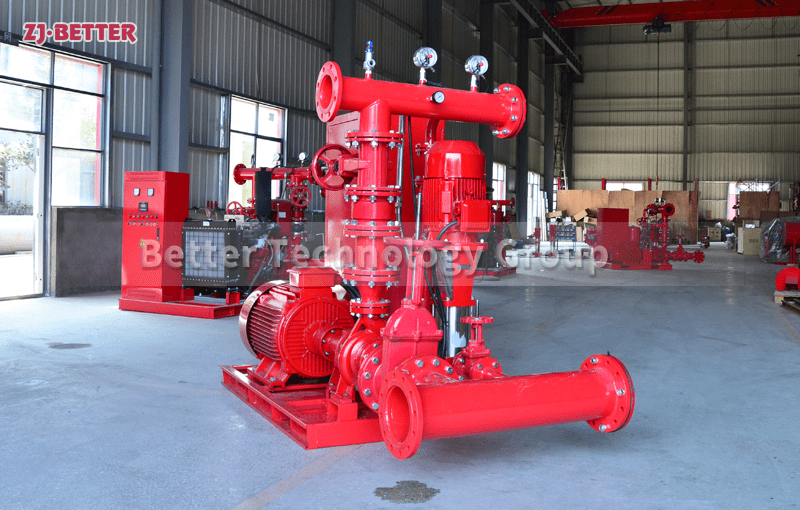
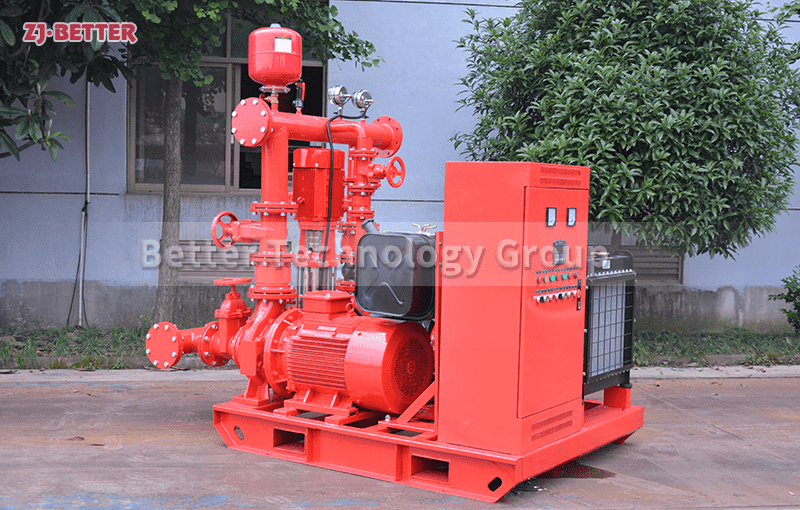
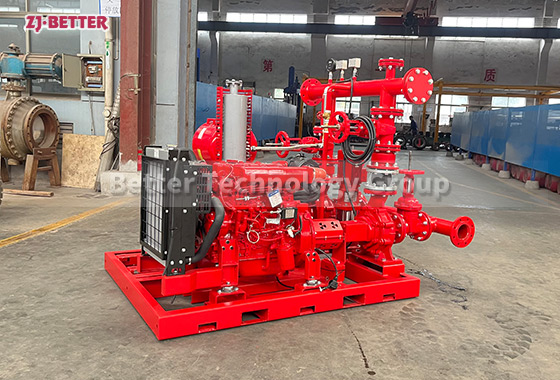
In fixed fire protection systems, electric fire pump units are the most common and widely used core water supply equipment. Their reliability directly affects whether the entire fire protection system can function promptly and stably in emergencies. High-reliability electric fire pump units are designed specifically to meet the core needs of fixed fire protection systems, such as long-term standby, rapid response, and stable water supply. They exhibit significant advantages in structural configuration, performance parameters, control methods, and operational stability. Firstly, regarding the drive method, electric fire pumps use electricity as their power source, resulting in rapid start-up and smooth operation, making them particularly suitable for systematic integration with fixed fire protection facilities within buildings. Upon triggering a fire signal, the electric fire pump unit can immediately commence operation through its automatic control system, quickly establishing the pressure required by the fire hydrant network and providing continuous and reliable water support for fire hydrant systems and automatic sprinkler systems. Compared to other drive methods, electric drive excels in stability and controllability, which helps ensure the reliable performance of fixed fire protection systems in both routine standby and emergency operation states. From a system structure perspective, high-reliability electric fire pump units typically adopt a modular design concept, rationally integrating the fire pump body, motor, pressure stabilizing device, control cabinet, and necessary piping accessories. This ensures a high degree of matching between the components in terms of structure and function, reducing operational risks caused by unreasonable system configuration. The pressure stabilizing device plays a crucial role in fixed fire protection systems. It maintains stable pipeline pressure in non-fire conditions, avoiding frequent start-stop of the main pump, thereby extending equipment lifespan and reducing energy consumption. The main pump automatically starts only when the system pressure changes significantly, ensuring maximum efficiency when truly needed. In terms of performance, high-reliability electric fire pump units fully consider the actual operating conditions of fixed fire protection systems in their flow rate and head design. Through scientific selection and hydraulic optimization design, the pump unit maintains high operating efficiency while meeting regulatory requirements, and maintains good performance even during long-term standby. The internal flow channel of the pump body is finely optimized, resulting in low hydraulic loss and stable pressure output during operation, which helps maintain effective water supply capacity at various water points under complex pipeline network conditions. For high-rise buildings or large commercial and industrial sites, this stable output capability is particularly important, effectively preventing pressure fluctuations from affecting fire extinguishing performance. As a crucial component of the electric fire pump unit, the motor’s performance directly impacts the overall reliability of the machine. These products typically use dedicated motors with excellent overload capacity and thermal stability, enabling continuous operation for extended periods under fire conditions without overheating or performance degradation, ensuring the fire pump maintains stable speed and output capacity during continuous water supply. The control system is also a key aspect of high reliability design. The control cabinet of the electric fire pump unit usually features automatic start-up, automatic switching, status monitoring, and fault alarm functions, enabling real-time monitoring of system operation and providing alerts for abnormal situations without affecting fire water supply, offering clear operational information to management personnel. This control method not only enhances system safety but also makes the management and maintenance of fixed fire protection systems more efficient. In terms of structure and installation, high-reliability electric fire pump units have a compact overall layout and small footprint, making them suitable for installation in building fire pump rooms or equipment rooms. They can be rationally arranged with other fire protection equipment, reducing space pressure in the pump room. The robust base structure helps reduce operating vibration and noise, improving the equipment’s operating environment, making it particularly suitable for commercial buildings and public facilities with noise control requirements. Maintenance and operating costs are also important factors for users. These electric fire pump units are designed with long-term operation and maintenance convenience in mind, featuring a rational layout of key components and simple daily inspection and maintenance operations, helping to reduce maintenance difficulty and downtime risks, ensuring the equipment remains in good operating condition throughout its service life. For stationary fire protection systems, equipment is in a standby state for extended periods but must be available at any time, placing higher demands on reliability. High-reliability electric fire pump units ensure rapid deployment and continuous water supply in critical moments through stable drive methods, rational system configuration, and mature control logic. In summary, the role of high-reliability electric fire pump units in stationary fire protection systems is not only reflected in providing fire water sources but also in their stability, controllability, and system coordination capabilities. Through comprehensive optimization in structure, performance, and control, they provide a solid and reliable fire water supply guarantee for various buildings and facilities, making them an indispensable and important component of modern stationary fire protection systems.