Automatic Fire Pump Skid Unit for Large-Scale Fire Protection Networks
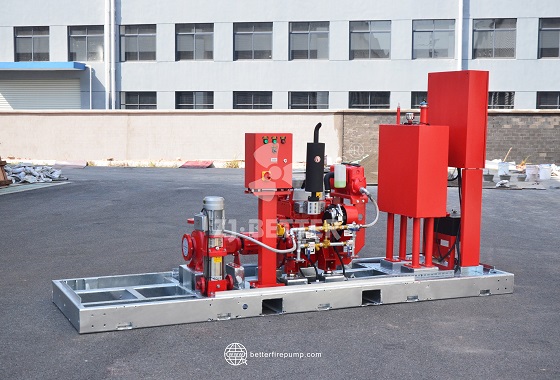
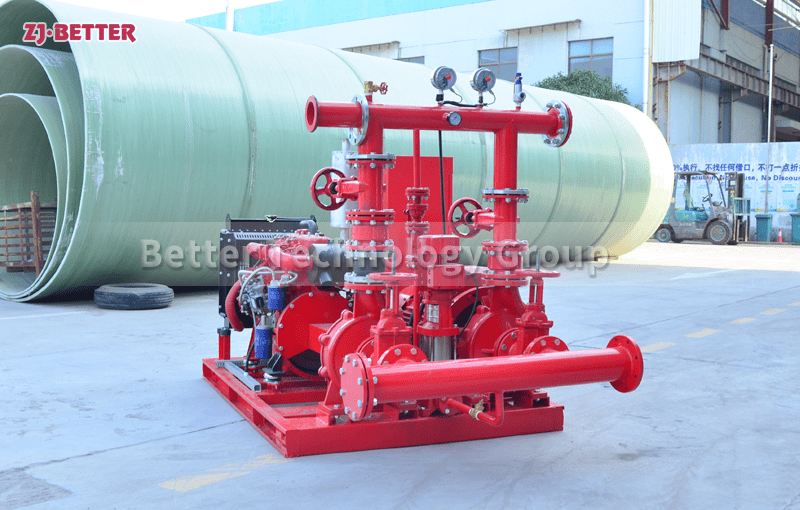
Automatic fire pump skid unit designed for large-scale fire protection networks, featuring high-efficiency centrifugal pumps, intelligent automatic control, stable high-pressure water supply, and reliable performance for industrial facilities, commercial buildings, and infrastructure fire safety systems.
Automatic Fire Pump Skid Units for Large-Scale Fire Protection Networks are high-performance fire-fighting water supply systems designed for modern large-scale building complexes, industrial parks, petrochemical facilities, warehousing and logistics centers, airports, ports, and large public infrastructure. Their core objective is to rapidly, stably, and continuously provide a sufficient high-pressure water source to the entire fire protection network in emergency fire situations, ensuring that automatic sprinkler systems, fire hydrant systems, and other fire-fighting equipment can function in the shortest possible time. With the continuous expansion of modern building scale and the increasing sophistication of fire safety standards, traditional decentralized fire pump systems are gradually becoming insufficient to meet the needs of complex fire protection networks. Automated skid-mounted fire pump units, through highly integrated design, unify the fire pump, drive unit, control system, valve assembly, piping system, and monitoring devices onto a single steel base, achieving multiple advantages such as immediate use, stable operation, convenient maintenance, and high system reliability. This type of fire pump unit typically uses a high-flow centrifugal fire pump as its core water supply equipment. Its hydraulic structure is optimized to maintain stable flow efficiency while ensuring high head output, thus rapidly providing a large amount of fire-fighting water when the pressure in the fire pipeline network drops quickly, ensuring the entire fire protection system remains in a safe operating state. To adapt to the complex operating environment of large fire pipeline networks, this automated fire pump unit employs a heavy-duty steel structure base and a high-strength coupling device in its structural design, ensuring stability even at high speeds. The base undergoes anti-corrosion treatment and weather-resistant coating, allowing for long-term stable operation in both indoor and outdoor environments, maintaining excellent performance even in humid, high-temperature, or corrosive conditions. The internal fire pump utilizes a high-efficiency hydraulic model design, and the impeller undergoes precise dynamic balancing to effectively reduce vibration and noise while improving operating efficiency. This ensures the system maintains a stable flow output during continuous operation, which is particularly important for large fire pipeline networks, as fire protection systems often require continuous water supply for extended periods after a fire. Therefore, the stability and durability of the equipment directly affect the safety of the entire fire protection system. The automated control system is a crucial component of this fire pump unit. Through advanced control modules and various sensors, it can monitor pressure changes in the fire hydrant network in real time. When the system detects that the network pressure is lower than the set value, the fire pumps automatically start and quickly enter working condition without manual intervention, significantly shortening the initial response time in the event of a fire—a vital aspect of fire control. The system also features multiple protection functions, such as overload protection, low oil pressure protection, high temperature protection, and electrical fault alarms. When equipment malfunctions, it promptly issues alerts and takes appropriate measures to prevent equipment damage and ensure the continuous operation of the fire protection system. To meet the needs of fire protection systems of varying sizes, this skid-mounted fire pump unit can typically be customized according to project requirements, including different flow ranges, different head ratings, and multi-pump parallel structures. Through the coordinated operation of multiple fire pumps, higher water supply capacity and more stable pressure control can be achieved in large fire hydrant networks. This modular design not only improves system flexibility but also ensures the continued operation of other equipment during maintenance of some components, thereby enhancing the overall reliability of the fire protection system. For large industrial facilities and public buildings, the reliability of fire protection systems depends not only on equipment performance but also on the quality of system installation. One of the biggest advantages of skid-mounted fire pump units is their highly integrated structure. All core components are installed and commissioned before leaving the factory, including coupling alignment of the fire pump and drive unit, connection testing of the piping system, and functional testing of the control system. Therefore, on-site installation only requires simple pipe connections and power supply connection before operation. This significantly shortens the installation cycle and reduces potential errors during on-site construction, ensuring the equipment operates in optimal condition. To ensure stable operation of the fire protection system even in extreme environments, the equipment is designed with environmental adaptability in mind. For example, high-temperature resistant sealing materials and high-strength bearings are used, enabling the fire pump to maintain stable performance under long-term high-load operation. Key components are manufactured using high-quality materials to ensure excellent durability under high-pressure water flow and frequent start-up conditions. Furthermore, the equipment’s maintenance design fully embodies a human-centered approach. All major components adopt a modular structure, allowing maintenance personnel to quickly disassemble and replace critical parts, significantly reducing maintenance time and costs. The equipment also includes pre-installed testing interfaces and maintenance space, making daily inspections more convenient and efficient. The automated skid-mounted fire pump unit also exhibits excellent energy-saving performance during operation. By optimizing the pump body structure and improving hydraulic efficiency, energy consumption can be reduced while maintaining fire protection performance. This high-efficiency operation, especially in large-scale fire protection systems, significantly reduces long-term operating costs. Simultaneously, the system’s intelligent control function automatically adjusts the operating status based on pipeline pressure, maintaining low-load operation when large water supply is not required, thereby extending equipment lifespan and improving overall system efficiency. In terms of safety, the fire pump unit is manufactured and tested in strict accordance with international fire protection system design standards. All key components undergo rigorous performance and durability testing before leaving the factory to ensure immediate start-up and stable operation in emergency situations. This high-standard manufacturing process enables its widespread application in various high-requirement fire protection projects, including large commercial complexes, high-rise buildings, industrial plants, petrochemical facilities, logistics and warehousing centers, and important public facilities. With the accelerating pace of urbanization and the increasing number of large-scale infrastructure projects, fire safety has become an indispensable and crucial aspect of modern building design. Automated skid-mounted fire pump units, with their advantages of high efficiency, high reliability, and rapid installation, are gradually becoming one of the core pieces of equipment in modern fire protection systems. Through advanced hydraulic design, stable mechanical structure, and intelligent control system, this equipment not only provides powerful water supply capacity during fires but also maintains stable and reliable performance during daily operation, providing a continuous and reliable water source for large fire protection networks, thereby effectively improving the overall fire safety level. In the future development of fire protection systems, automation and integration will be important trends, and skid-mounted fire pump units are a typical representative of this trend. They organically combine fire pump technology, automatic control technology, and systems engineering design, upgrading fire protection equipment from a single mechanical device to a highly intelligent integrated fire water supply system, thus providing safer, more efficient, and more reliable fire protection for various large buildings and industrial facilities.