Multi-Condition Fire Pump Set: Reliable Operation Even in Extreme Environments
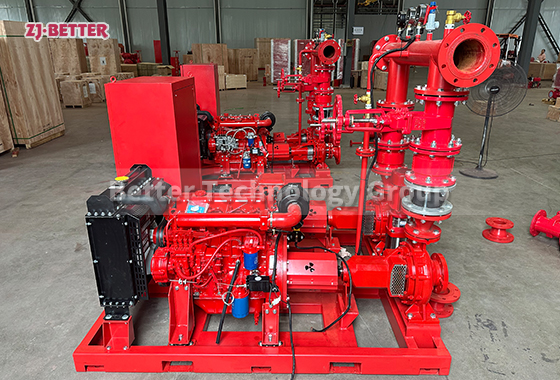
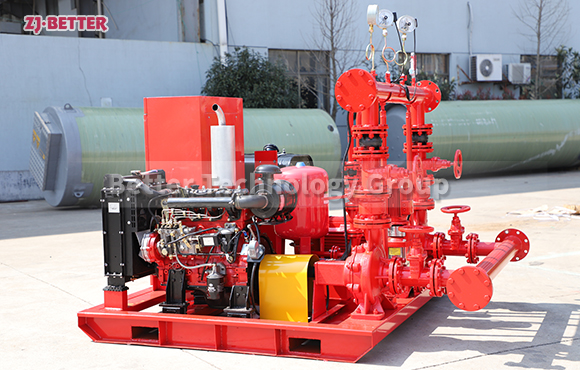
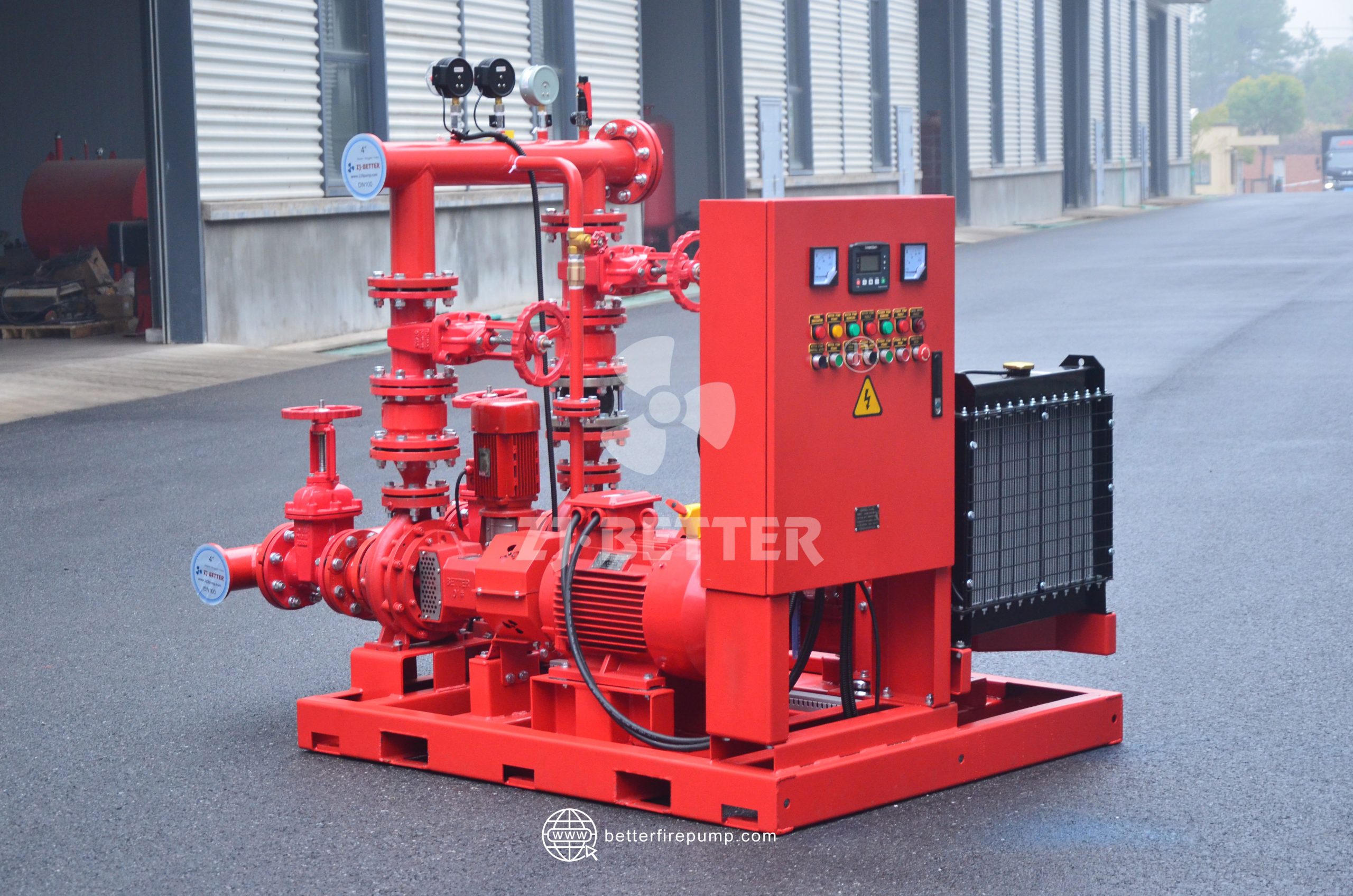
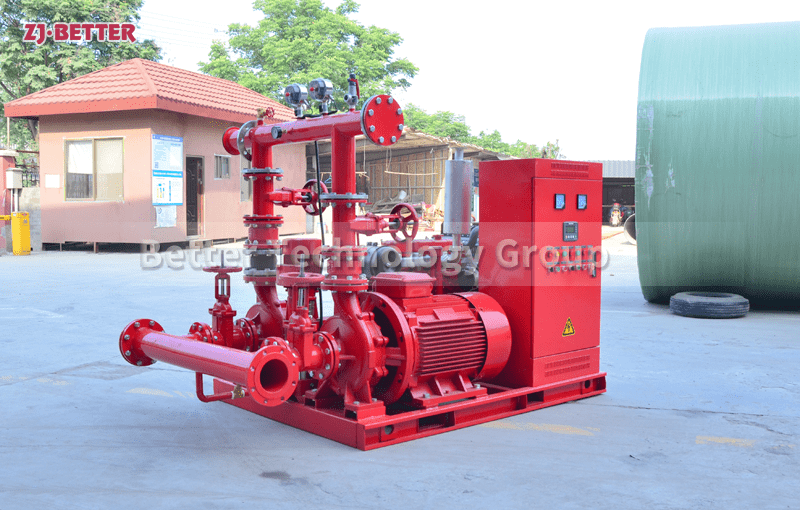
The multi-condition fire pump set is designed for extreme environments and features powerful power, automatic control, and multiple protection functions. It can operate stably in high and low temperatures, power outages, and corrosive environments, providing high-pressure, high-flow water supply. It is suitable for a variety of locations, including high-rise buildings, factories, petrochemical plants, airports, and ports.
As core equipment in modern firefighting systems, multi-service fire pumps, with their outstanding performance, reliable stability, and strong adaptability, have gradually become the preferred equipment for fire safety in industrial, commercial, municipal, and specialized scenarios. Compared to traditional single-function fire pumps, multi-service fire pumps not only perform well in standard building environments but also maintain stable operation under extreme conditions such as high and low temperatures, high humidity, dust, corrosive gases, and even complete power outages, ensuring continuous and stable high-pressure water supply support for firefighting systems in critical moments. The essential task of a firefighting system is to provide sufficient water pressure and flow to suppress and extinguish fires in the event of a sudden outbreak. The greatest advantage of multi-service fire pumps lies in their ability to maintain efficient output in a variety of complex environments. This capability is primarily due to their specially designed pump body structure, advanced powertrain configuration, intelligent control system, and multiple protection mechanisms. Firstly, in terms of structure and material selection, multi-service fire pumps are generally constructed of high-strength cast iron, stainless steel, or special corrosion-resistant alloys. These materials not only withstand prolonged water flow but also effectively prevent damage caused by high temperatures or corrosive environments. Some models also feature specialized protection designs for special media like seawater, salt spray, or chemical plants, further enhancing their service life and stability. Furthermore, in terms of power configuration, this fire pump unit is available with either electric motor or diesel engine drive to meet the needs of various application scenarios. Under normal conditions, the electric motor ensures continuous and stable operation. In the event of a power outage, the diesel engine can instantly switch to the firefighting system, ensuring uninterrupted water supply and preventing serious safety hazards caused by power outages. This dual-power configuration truly ensures continuous water supply in extreme environments. Regarding performance, this multi-condition fire pump unit covers a wide range of flow rates and head, adapting to the high-pressure requirements of high-rise buildings as well as the extremely high-flow demands of large warehouses, factories, oil depots, docks, airports, and other locations. Its efficient hydraulic design ensures stable pressure output during operation, maintaining high efficiency in both low and high flow conditions. Furthermore, this pump unit supports long-term continuous operation, demonstrating exceptional durability and reliability, ensuring stable support even during prolonged fires. In terms of the control system, the multi-mode fire pump set is equipped with an advanced automated control cabinet, enabling automatic start and stop, pressure monitoring, flow regulation, and remote control. This control system not only monitors the pump set’s operating status in real time but also issues alarms and even automatically switches to a backup pump in the event of an abnormality, preventing the fire protection system from being paralyzed by a single device failure. Some high-end models also support intelligent IoT connectivity, connecting to the fire control center for remote monitoring and data collection, significantly enhancing management and maintenance convenience. To ensure stable operation in extreme environments, the pump set is equipped with multiple protection mechanisms. For example, in low-temperature regions, an optional automatic preheating device ensures smooth diesel engine start-up. In high-temperature regions, an accompanying cooling system effectively reduces engine and pump temperatures, preventing shutdowns due to overheating. In environments exposed to dust or corrosive gases, air filtration and protective coatings significantly extend the unit’s service life. These detailed optimizations ensure that the multi-mode fire pump set maintains excellent stability in a variety of environments. In addition to its hardware advantages, the pump set also offers significant advantages in terms of maintenance and operation. Its modular design facilitates quick installation and disassembly, reducing installation time and ongoing maintenance costs. The pump’s internal design takes maintenance ease into account, with access hatches and disassembly features facilitating daily inspection and maintenance, minimizing potential risks associated with untimely maintenance. Regular inspections according to standard operating procedures ensure optimal operation for extended periods. Notably, this multi-condition fire pump unit also excels in energy efficiency. By optimizing the hydraulic model and power system configuration, the pump unit significantly reduces energy consumption while ensuring efficient water supply. Over long-term operation, users not only enjoy reliable fire protection but also save on energy costs. This is economically significant for large commercial complexes, industrial parks, and municipal facilities requiring long-term operation. In practical applications, this type of fire pump unit has demonstrated outstanding performance in numerous high-risk environments. For example, in high-rise buildings, it provides stable high pressure, ensuring water flow to every floor. In large petrochemical plants, it withstands the challenges of flammable and explosive environments and provides a continuous and stable water supply. And in airports and ports, remote from municipal water supplies, it independently delivers high-volume water flow, ensuring emergency response to sudden fires. These applications fully demonstrate its multi-condition adaptability and stable operation in extreme environments. In short, the multi-condition fire pump unit, with its rugged design, flexible and diverse power configurations, advanced intelligent control system, and multiple protection and energy-saving features, truly achieves the goal of efficient and reliable operation in a variety of environments. Whether in extreme climates or complex operating environments, this pump unit performs reliably, providing the most robust fire safety guarantee for all types of locations. It is more than just a piece of equipment; it is a vital barrier to safeguard life and property.