Multi-Circuit Controlled Diesel Fire Pump Set | Precisely Engineered for Complex Fire Protection Scenarios
Discover the advanced Multi-Circuit Control Diesel Fire Pump Set designed for complex fire protection demands. Features precise control, regional activation, remote monitoring, and robust diesel performance for critical industrial and commercial applications.
In high-risk, high-demand environments such as modern buildings, petrochemical plants, transportation hubs, and large-scale warehousing and logistics facilities, there is an increasing demand for fire protection systems with faster response times, greater operational stability, and higher control precision. Traditional single-loop control fire pump systems struggle to achieve multi-point coordination, zone-based water supply, and automatic fault isolation in complex environments, often resulting in response delays and control blind spots. To address the urgent need for intelligent, precise, and highly reliable fire protection solutions in these industries, we have introduced the “Multi-Loop Control Diesel Fire Pump Set”—a high-performance device specifically designed for multi-zone, high-complexity fire protection systems.
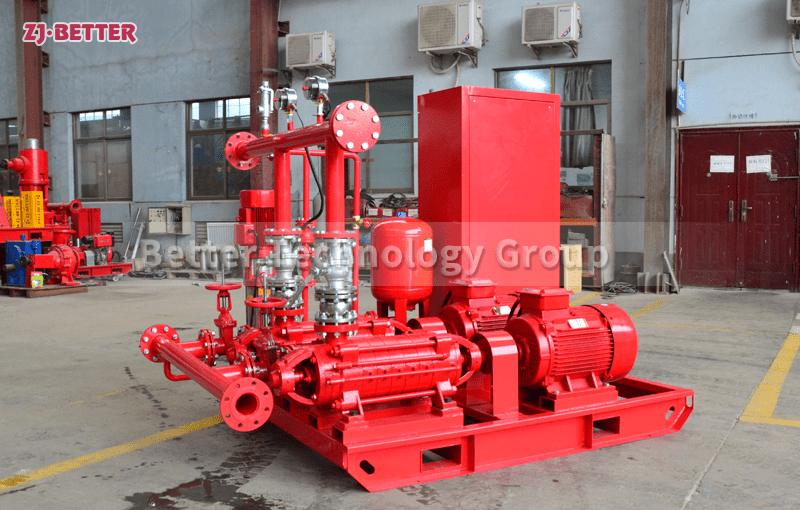
This device adopts a multi-loop integrated control architecture, with each loop having independent control logic and execution units. It can coordinate the start/stop of pump sets based on different regions and fire situations, achieving targeted water supply, pressure zone management, and real-time monitoring and early warning, truly realizing the transition from “single-point response” to “system-level scheduling.” The control system is embedded with advanced PLC modules and a multi-channel fault diagnosis system, supporting remote central control interfaces to ensure the entire pump set maintains clear logic and precise operation even during sudden fire incidents.
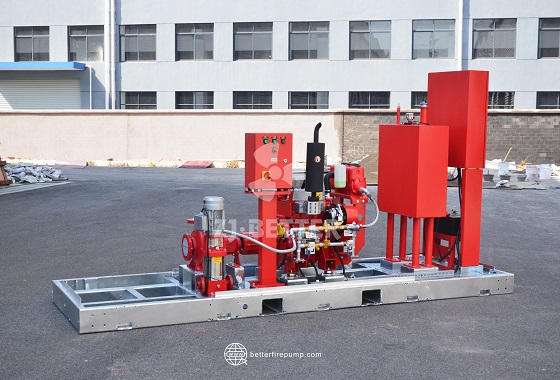
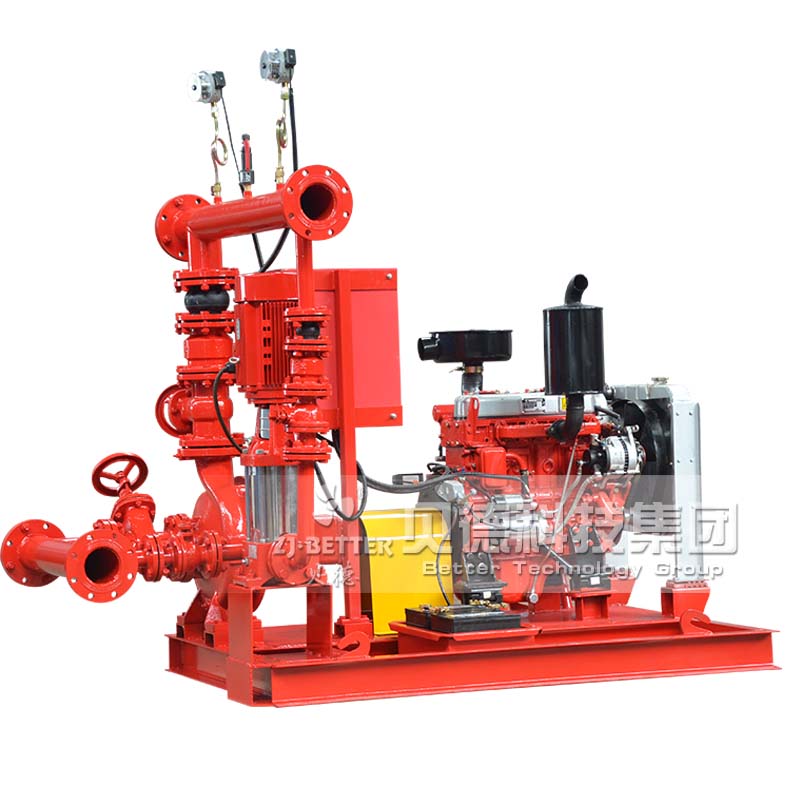
In terms of the power system, this series adopts high-power diesel engines with excellent durability and long-term continuous operation capabilities, compatible with different fuel standards, and can be optionally equipped with a dual fuel tank system to extend runtime. Complementary voltage regulation modules and dedicated battery packs ensure reliable operation of the control and ignition systems even during power outages. The pump body is constructed from high-strength ductile iron or stainless steel, offering superior corrosion resistance and pressure tolerance, making it ideal for corrosive liquids, high temperatures, and high humidity environments.
In terms of system integration, this pump unit can operate in conjunction with sprinkler systems, foam proportioning units, and water curtain systems. Through intelligent interlocking logic and feedback interfaces, the system can immediately assess the severity of a detected fire and automatically activate the corresponding circuit to start the pump, thereby enhancing resource utilization efficiency. It is particularly suitable for locations with multiple exits and fire zones, such as oil storage areas, railway tunnels, and large exhibition halls.
Additionally, this series of pump sets features high maintainability and self-diagnostic capabilities. The control system is equipped with a status recording module that continuously monitors critical parameters (such as speed, water pressure, oil pressure, voltage, current, and temperature) and proactively issues alerts when parameter values deviate from pre-set thresholds. Users can quickly read fault codes and operational recommendations via the touchscreen, or access the manufacturer’s service platform through the remote maintenance port to obtain expert-level diagnostic recommendations, significantly improving maintenance efficiency.
In terms of external structural design, the pump set’s base adopts a welded integrated structure with vibration damping treatment to effectively absorb engine vibrations during operation. The enclosure is made of powder-coated thick steel plates and supports custom colors, combining industrial strength with visual consistency. The control cabinet and distribution panel are laid out reasonably with clear wiring, facilitating daily inspections and maintenance.
In today’s fire protection industry, which is moving toward intelligent and system-based development, the “Multi-Circuit Control Diesel Fire Pump Set” is undoubtedly a key driver of technological progress. It not only meets national and international fire protection standards but also opens a new chapter in efficient fire protection for the future through the deep integration of system architecture optimization and intelligent control.