High-Efficiency Long Shaft Fire Pump for Smart Fire System Upgrades
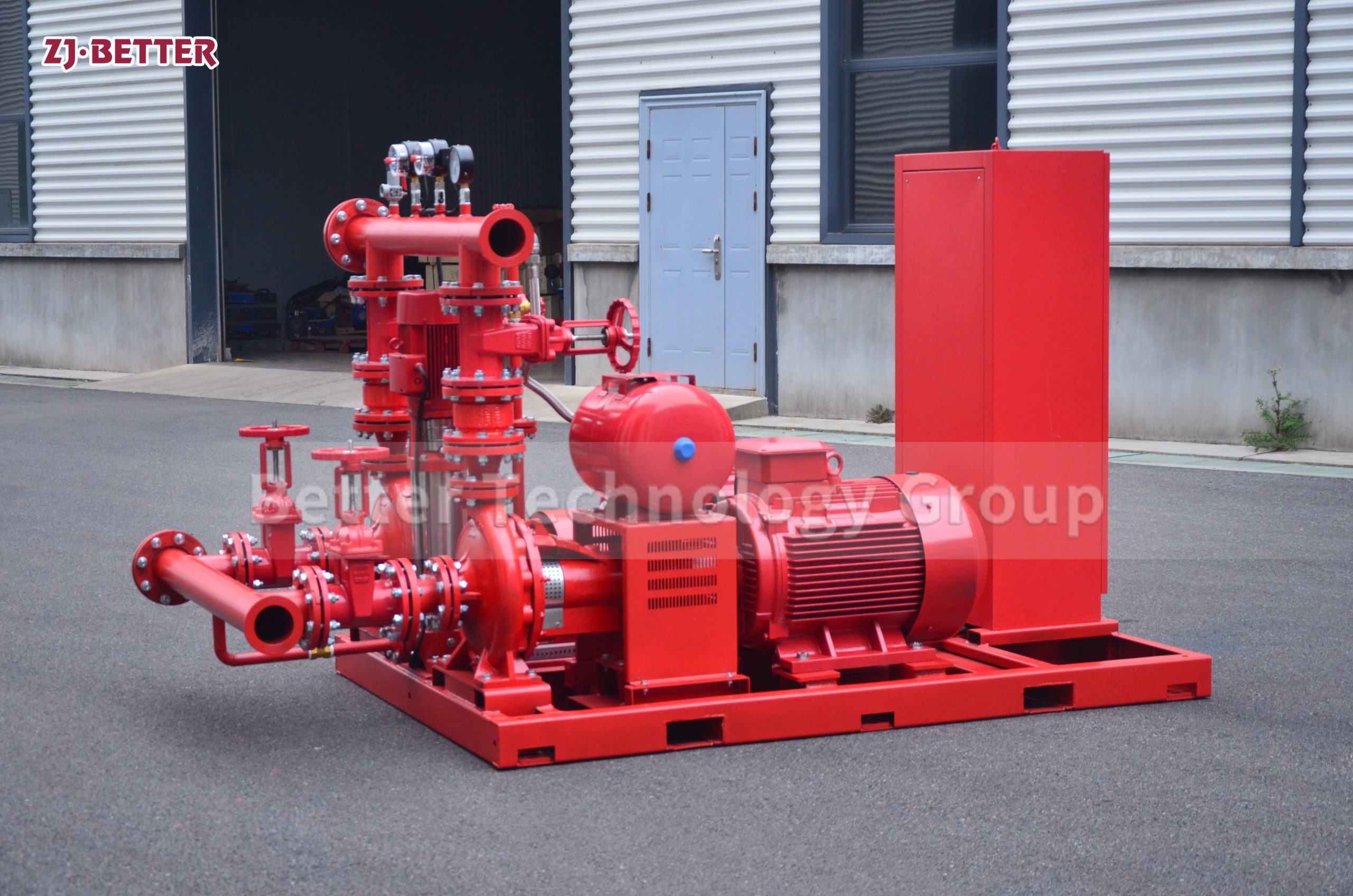
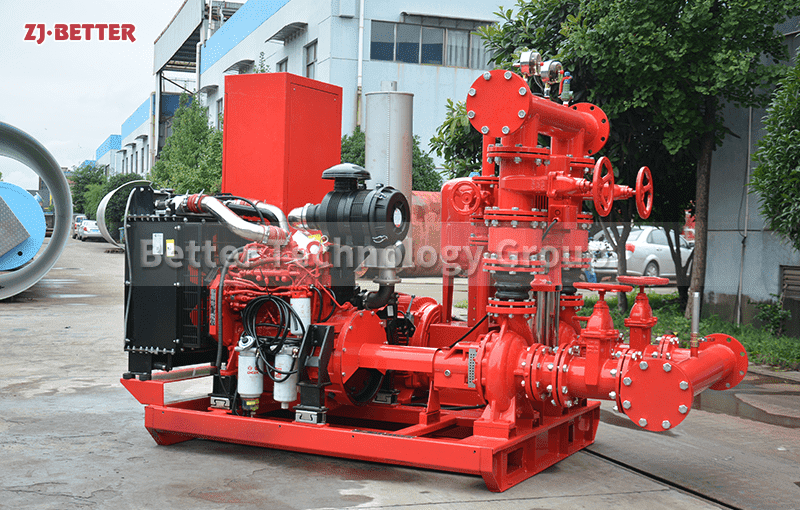
High-efficiency long-shaft fire pumps have advantages such as stable water intake from deep wells, high-lift water delivery, intelligent control, and corrosion-resistant operation. They are widely used in the upgrading of underground water source fire protection systems, providing reliable fire water supply for industrial facilities and complex environments.
As modern fire protection engineering places increasingly higher demands on the reliability, intelligence, and continuous operation of water supply systems, traditional fire protection models relying on surface water storage tanks or municipal pipe networks are no longer sufficient to fully meet the fire safety needs of large industrial facilities, petrochemical bases, mining projects, ports and wharves, high-rise building complexes, and complex environments in remote areas. Especially in areas with abundant groundwater resources but insufficient surface water supply, fire water supply systems must possess multiple capabilities, including efficient water intake, stable delivery, rapid response, and intelligent operation. Groundwater sources, with their high stability, immunity to seasonal changes, and abundant reserves, are gradually becoming an important water source for modern high-standard fire protection systems. However, the underground water intake environment presents higher technical challenges to fire protection equipment, including large intake depths, high head requirements, complex operating environments, and stringent requirements for long-term continuous water supply stability. Facing these challenges, high-efficiency long-shaft fire pumps, as a crucial core component of underground water source fire protection systems, are driving a comprehensive intelligent upgrade of these systems through innovative hydraulic structure design, vertical long-shaft drive technology, intelligent automatic control platforms, and highly reliable operating mechanisms. It not only solves the technical limitations of traditional fire-fighting equipment in the field of deep well water extraction, but also provides a more efficient, safe, and stable solution for modern fire-fighting water supply projects through intelligent management and high-performance operation capabilities. The most significant technical advantage of the high-efficiency long-shaft fire pump lies in its superior deep well water extraction capability. Unlike ordinary surface fire pumps, this equipment adopts a vertical long-shaft structure design, with the motor or diesel power system located on the ground. Power is transmitted to the impeller assembly underground through the long shaft, enabling direct pumping from deep wells. This structure allows the equipment to extract water stably from depths of tens or even hundreds of meters, significantly expanding the applicability of fire-fighting water supply systems. For industrial parks, mountainous facilities, and remote engineering projects lacking surface water storage facilities or with insufficient surface water resources, the high-efficiency long-shaft fire pump can fully utilize stable underground water sources, establishing a long-term reliable water supply foundation for the fire-fighting system. Groundwater sources are generally less susceptible to drought, evaporation loss, or external pollution. This water supply mode significantly enhances the continuous protection capability of the fire-fighting system and is an important technical foundation for promoting the upgrading of underground water source fire-fighting systems. High-lift and stable water delivery performance is the core driving force for the high-efficiency long-shaft fire pump to promote system upgrades. Deep well water extraction means that fire-fighting equipment must not only achieve a large vertical lift but also maintain a stable pressure output within the surface fire-fighting network. The equipment employs an advanced hydraulic model design, effectively reducing hydraulic losses and significantly improving lift efficiency and overall operational stability through optimized impeller flow channel structure and guide vane layout. Whether for fire-fighting water supply in high-rise buildings, long-distance water delivery in large industrial areas, or pressurization of foam extinguishing systems in large tank farms, the high-efficiency long-shaft fire pump can provide a continuous and stable high-pressure output. Precise pressure control ensures the simultaneous and efficient operation of sprinkler systems, fire hydrant systems, and foam extinguishing systems, avoiding a decrease in fire-fighting effectiveness due to pressure fluctuations. This stable pressure supply performance is crucial for modern high-level fire protection engineering. High-efficiency and energy-saving operation capabilities make the high-efficiency long-shaft fire pump more in line with the requirements of modern fire protection engineering for green and efficient development. The equipment uses high-efficiency hydraulic components and a low-loss transmission structure, significantly reducing energy consumption while ensuring high flow and high lift output. Precision balancing design reduces axial and radial loads, effectively reducing mechanical friction losses and improving overall energy utilization. Compared to traditional fire-fighting equipment, high-efficiency long-shaft fire pumps can significantly reduce energy consumption and operating costs during long-term operation. This has significant economic value for large-scale fire-fighting systems that need to be on standby year-round or even periodically tested. Intelligent automatic control systems are a key indicator of the intelligent upgrading of underground water source fire-fighting systems. Modern fire-fighting engineering not only requires equipment with high-performance operation capabilities but also demands automated management and real-time monitoring. High-efficiency long-shaft fire pumps are equipped with advanced digital control platforms that can collect and analyze water supply pressure, flow rate, motor operating status, bearing temperature, vibration parameters, and underground operating conditions in real time. The control system can automatically adjust the operating status according to the pipeline network requirements, achieving constant pressure control and intelligent start-stop management. When abnormal vibration, excessive temperature rise, abnormal water level, or operational malfunction is detected, the system will immediately alarm and activate protection procedures, effectively preventing equipment damage. Some equipment supports remote network monitoring and can be connected to fire control centers or intelligent building management systems for centralized management and remote diagnostics. Through intelligent data analysis, maintenance personnel can promptly grasp the equipment’s operating status and implement preventative maintenance, significantly improving the overall reliability of the system. Continuous and stable operation capability is a key advantage of high-efficiency long-shaft fire pumps compared to ordinary fire-fighting equipment. In large-scale industrial fires or complex firefighting scenarios, fire protection systems typically require continuous water supply for extended periods, placing extremely high demands on equipment durability. The equipment utilizes high-strength alloy shaft materials and a precision support structure design, effectively reducing runout and vibration issues during long shaft operation. A high-performance bearing system combined with multi-stage lubrication protection significantly extends the service life of critical components. Optimized heat dissipation design ensures the motor or power system maintains a stable temperature under prolonged high-load conditions. Even under continuous full-load operation for several hours or even longer, the equipment maintains stable output without performance degradation, providing reliable support for large-scale firefighting operations. Corrosion resistance and environmental adaptability enable the high-efficiency long-shaft fire pump to adapt to various complex underground water source environments. Groundwater often contains minerals, salts, or slightly corrosive media, making ordinary equipment susceptible to corrosion damage over long-term operation. Key components of the high-efficiency long-shaft fire pump are treated with corrosion-resistant alloys, stainless steel, or special anti-corrosion coatings, significantly enhancing the equipment’s corrosion resistance. For cold regions, antifreeze protection and automatic preheating systems can be configured; for high-temperature environments, enhanced heat dissipation structures are employed; and for mining areas and dusty environments, a reinforced sealing design ensures stable operation. Whether deployed in mountainous areas, coastal regions, mining areas, or high-temperature industrial bases, the equipment maintains excellent performance. The modular structural design significantly improves project deployment efficiency. The equipment adopts a standardized segmented long-shaft design, which can be flexibly configured according to well depth and project requirements. The ground power system, control cabinet, and auxiliary pipelines are integrated into a unified base platform, facilitating transportation and on-site installation. All equipment undergoes overall performance testing and commissioning before leaving the factory, and only in-well assembly and foundation connection are required upon arrival at the project site for immediate use. This modular design effectively shortens the construction cycle and reduces installation difficulty, making it particularly suitable for fire protection projects with tight schedules or complex construction conditions. Ease of maintenance is also a significant advantage of the high-efficiency long-shaft fire pump. The intelligent control system automatically records operating data and maintenance cycles, providing a scientific basis for maintenance planning. Standardized component design facilitates quick disassembly and replacement. A rationally laid-out maintenance interface reduces maintenance workload, effectively reducing downtime and maintenance costs. In terms of application areas, the high-efficiency long-shaft fire pump is widely used in petrochemical bases, large mines, power facilities, ports and wharves, high-rise building complexes, mountain industrial parks, large-scale warehousing and logistics centers with abundant groundwater resources, and remote energy engineering projects. Especially suitable for locations lacking stable surface water supply but with extremely high fire safety requirements. With the deepening of the smart fire protection concept, high-efficiency long-shaft fire pumps are continuously integrating IoT, big data analytics, and predictive maintenance technologies to achieve more intelligent, efficient, and reliable operation and management. In the future, it will play an even more central role in the construction of underground water source fire protection systems. Overall, high-efficiency long-shaft fire pumps, with their stable deep well water intake, high-lift water delivery, intelligent automatic control, continuous stable operation, and excellent environmental adaptability, are comprehensively promoting the intelligent upgrade of underground water source fire protection systems. They not only break through the performance bottlenecks of traditional fire water supply equipment but also significantly improve the safety level of modern fire protection engineering in complex environments, providing solid and reliable technical support for the construction of high-standard fire protection systems.