High Performance Diesel Fire Pump System for Industrial and Commercial Fire Protection
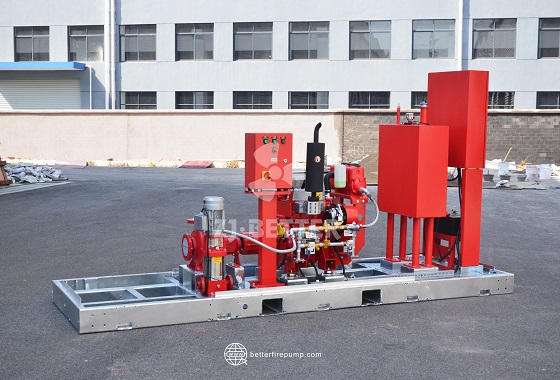
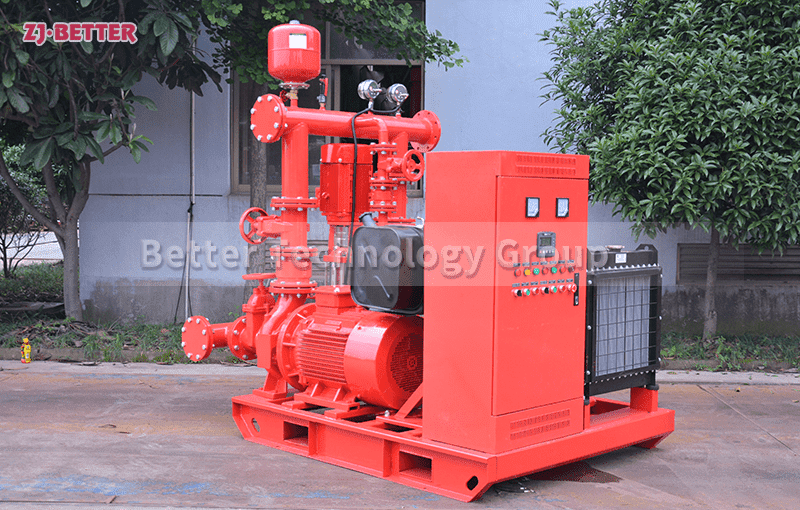
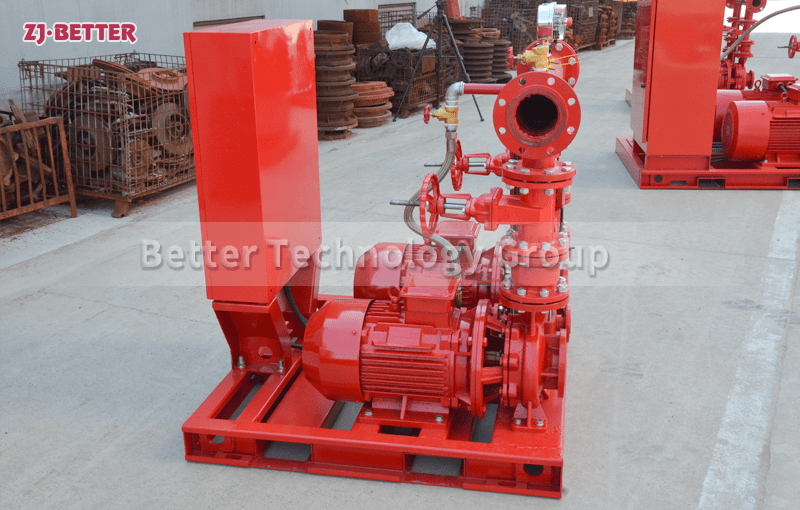
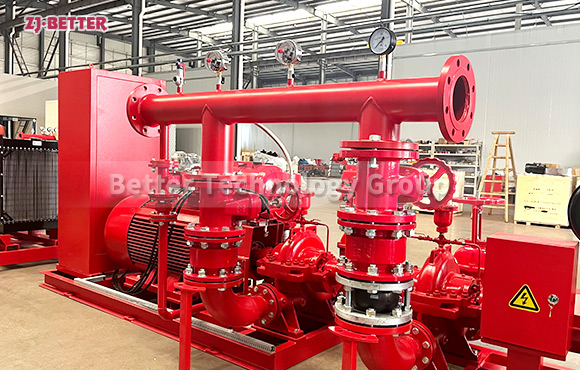
High performance diesel fire pump system designed for industrial and commercial fire protection. Provides reliable emergency fire water supply with independent diesel power, automatic start, strong pressure output, and stable operation. Ideal for factories, warehouses, large buildings, and critical fire protection infrastructure.
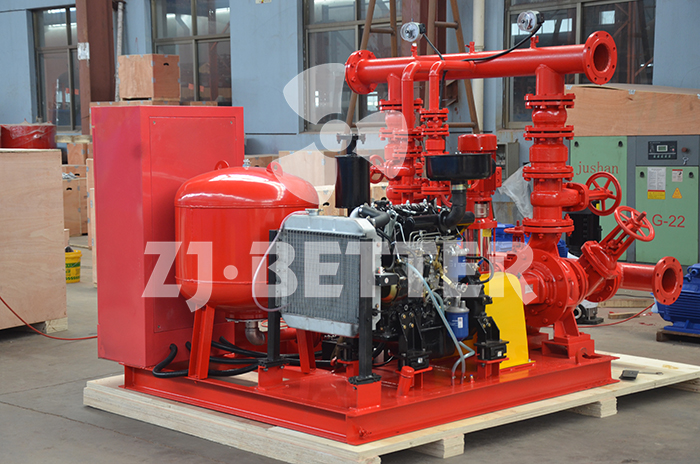
High Performance Diesel Fire Pump System for Industrial and Commercial Fire Protection is a critical component in modern firefighting infrastructure, designed to provide reliable and powerful water supply for fire suppression systems in environments where safety, stability, and emergency readiness are essential. In many industrial facilities, commercial complexes, warehouses, manufacturing plants, logistics centers, airports, hospitals, power stations, and large residential communities, fire protection systems must operate continuously and remain fully prepared to respond instantly to emergency situations. A diesel fire pump system plays an indispensable role in these environments by ensuring that a dependable water supply can be delivered at the required pressure and flow rate even in situations where electrical power is unavailable or unstable. Unlike electric fire pumps that rely entirely on external power sources, diesel driven fire pump systems operate independently and are capable of starting automatically during power outages or electrical failures, ensuring uninterrupted firefighting capability under all circumstances. This independence from electrical infrastructure makes the diesel fire pump system one of the most reliable solutions for maintaining fire protection readiness in critical facilities where safety cannot be compromised. The design of a high performance diesel fire pump system integrates several key components into a single coordinated firefighting solution, including a powerful diesel engine, a high efficiency centrifugal fire pump, a cooling radiator system, an intelligent control panel, fuel supply components, and a heavy duty base frame that supports the entire unit. Each of these components is engineered to work together seamlessly, ensuring stable operation, strong hydraulic performance, and long term durability in demanding environments. The diesel engine serves as the primary power source for the system and is specifically selected for its reliability, torque output, and ability to operate continuously under heavy load conditions. During a fire emergency, the engine provides the mechanical power required to drive the fire pump and deliver large volumes of water through the firefighting pipeline network. Because diesel engines are capable of generating high torque at relatively low rotational speeds, they are particularly well suited for driving fire pumps that require stable and consistent power output to maintain pressure and flow during firefighting operations. The centrifugal fire pump integrated into the system is designed to deliver high flow rates and strong pressure performance required by modern fire protection systems. The pump utilizes a precision engineered impeller and volute casing that optimize hydraulic efficiency and ensure smooth water flow through the pump body. This design minimizes energy loss while maximizing the amount of water delivered to the fire suppression network. The hydraulic structure of the pump is carefully balanced to reduce vibration and mechanical stress during operation, allowing the pump to maintain stable performance even under continuous high load conditions. The materials used in the pump construction are selected for their strength, corrosion resistance, and wear resistance, ensuring that the pump can withstand harsh operating environments such as humid pump rooms, industrial facilities with chemical exposure, and outdoor installations where weather conditions may vary significantly. Another essential feature of the high performance diesel fire pump system is its advanced cooling system, which allows the diesel engine to operate safely during extended firefighting operations. Fire emergencies may require pumps to run continuously for long periods while delivering maximum water flow and pressure. The radiator cooling system ensures that engine temperature remains within safe limits by dissipating heat generated during operation. This efficient thermal management system helps prevent overheating and ensures reliable engine performance even during demanding emergency situations. The fuel supply system is also designed to support long term operation, with fuel tanks sized to provide sufficient diesel capacity for extended firefighting events. This allows the system to maintain continuous operation even if external power infrastructure or fuel delivery systems are temporarily unavailable. The intelligent control panel plays a vital role in monitoring and managing the operation of the diesel fire pump system. The control system continuously monitors key operational parameters such as engine speed, oil pressure, coolant temperature, battery voltage, and pump operating status. When the fire protection system detects a significant pressure drop in the pipeline network, which may indicate the activation of sprinklers or hydrants during a fire emergency, the control system automatically starts the diesel engine and activates the fire pump. This automatic start capability ensures rapid response and immediate water supply to the firefighting system without requiring manual intervention. The control panel also provides manual operation options for testing, maintenance, and emergency operation when necessary. Visual indicators and alarms on the control panel allow operators to quickly identify system status and respond to potential issues before they affect performance. In addition to automatic operation, the control system includes protective features designed to safeguard the equipment from abnormal conditions. For example, alarms may be triggered if engine temperature becomes too high, oil pressure drops below safe levels, or electrical components experience faults. These protective mechanisms help prevent damage to the system while ensuring safe operation under a wide range of operating conditions. Structural durability is another important characteristic of the diesel fire pump system. The entire unit is mounted on a rigid steel base frame that provides structural stability during transportation, installation, and operation. The base frame ensures proper alignment between the diesel engine and the fire pump, reducing vibration and mechanical stress on rotating components. Protective coatings applied to the structural components help prevent corrosion and extend the operational lifespan of the equipment, particularly in environments where humidity or chemical exposure may occur. The integrated design also simplifies installation by allowing the entire unit to be delivered as a preassembled package that can be installed quickly within a fire pump room or dedicated equipment area. This reduces installation time and ensures that all components are properly aligned and configured for optimal performance. Maintenance accessibility is another key advantage of this system. Routine inspection and servicing tasks such as checking fuel levels, inspecting engine components, monitoring lubrication systems, and verifying pump performance can be performed easily thanks to the well organized layout of the equipment. Maintenance access points are strategically positioned to allow technicians to carry out necessary procedures without disassembling large sections of the system. This practical design helps reduce downtime and ensures that the fire protection system remains fully operational and ready for emergency response at all times. In industrial environments such as factories, petrochemical plants, manufacturing facilities, and energy production sites, fire risks may be elevated due to the presence of combustible materials, high temperatures, and complex production processes. The high performance diesel fire pump system provides a dependable solution for ensuring that these facilities maintain continuous firefighting capability even in situations where electrical systems may fail or become compromised during an emergency. In commercial environments such as shopping malls, office buildings, hotels, and large residential developments, the system ensures that fire protection networks remain capable of delivering large volumes of water immediately when sprinkler systems or fire hydrants are activated. The reliability and independence of diesel driven systems make them particularly valuable in locations where uninterrupted fire protection is essential for protecting large numbers of occupants and valuable property. The system can also be integrated with electric fire pumps and jockey pump pressure maintenance systems to form a comprehensive fire pump station that provides multiple layers of protection. In such configurations, the jockey pump maintains stable pipeline pressure during normal conditions, the electric fire pump provides primary firefighting water supply when electrical power is available, and the diesel fire pump serves as a backup power source capable of operating independently during power outages. This multi layer approach ensures maximum reliability and redundancy within the fire protection infrastructure. As global building standards and fire safety regulations continue to evolve, the importance of reliable firefighting equipment has become increasingly evident. High performance diesel fire pump systems represent a vital component in modern fire protection engineering by providing powerful, reliable, and independent firefighting capability that ensures water supply can be delivered whenever and wherever it is needed. By combining robust engine power, efficient pump hydraulics, intelligent control technology, durable structural design, and reliable cooling and fuel systems, this type of fire pump equipment provides an effective solution for protecting industrial and commercial facilities against fire hazards. The ability to operate independently from electrical infrastructure, deliver high flow rates and stable pressure, and respond automatically during emergency situations makes the diesel fire pump system one of the most dependable firefighting solutions available for modern fire protection networks. Through its strong performance, operational reliability, and long service life, the high performance diesel fire pump system helps ensure that fire protection systems remain prepared to safeguard people, property, and infrastructure whenever a fire emergency occurs.