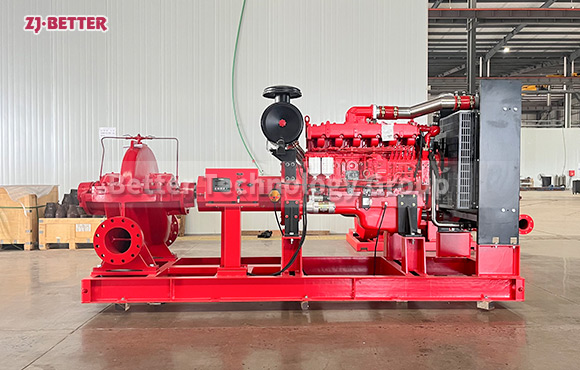
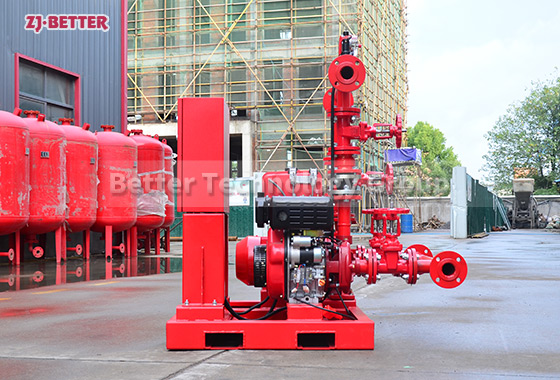
Engine Driven Industrial Fire Pump for Long Duration Emergency Service
The dedicated engine-driven industrial fire pump for long-term emergency operation adopts an independent engine drive, high-efficiency centrifugal fire pump and intelligent control system. It has the advantages of automatic start, large flow, high head, continuous and stable operation and high reliability. It is widely used in petrochemical, power, port, industrial park, high-rise building and municipal fire protection engineering, providing efficient, safe and stable emergency water supply solutions for modern fire water supply systems.
With the continuous expansion of modern industrial facilities, petrochemical bases, power energy projects, warehousing and logistics centers, ports, high-rise buildings, and municipal infrastructure, fire-fighting water supply systems are placing higher demands on equipment reliability, continuous operation capability, and independent water supply capacity. Dedicated engine-driven industrial fire pumps for long-term emergency operation utilize an independent engine drive system, independent of mains power, and can quickly start in the event of power outages or emergencies, providing a continuous, stable, and reliable high-pressure water supply to the fire-fighting system. They are an indispensable piece of equipment in modern fixed fire-fighting systems. The entire unit adopts an integrated design of a high-efficiency centrifugal fire pump, industrial-grade engine, intelligent control system, cooling system, fuel system, and fire-fighting piping. Each component is scientifically matched to fully leverage the advantages of power and hydraulic performance, achieving high head, large flow rate, rapid response, and continuous stable operation. The product uses an optimized impeller and flow channel structure to effectively reduce hydraulic losses and improve water delivery efficiency, ensuring stable pressure while maintaining high flow output. It can meet the requirements of long-distance water delivery and continuous water supply for fire-fighting projects such as large industrial parks, high-rise buildings, oil tank areas, chemical plants, airports, ports, data centers, and large public buildings. The engine power system features high output torque, rapid start-up, high fuel efficiency, and strong environmental adaptability. Even during power outages, inclement weather, or field construction environments, it maintains stable operation, providing a reliable independent water supply for the fire protection system. The equipment is equipped with an intelligent control cabinet, enabling automatic start-up, manual start-up, automatic inspection, operation monitoring, fault alarms, emergency shutdown, and operation data recording. When the fire protection system detects a pressure drop or receives a fire alarm linkage signal, the unit can quickly commence operation, shortening the water supply response time and improving fire extinguishing efficiency. The control system monitors engine speed, water pump pressure, lubricating oil pressure, coolant temperature, battery voltage, and fuel status in real time, promptly alarming and taking protective measures in case of abnormalities to ensure long-term safe and reliable operation. To meet the demands of long-term continuous operation, the unit is equipped with a high-efficiency radiator, a large-capacity fuel supply system, and a stable lubrication system, effectively controlling engine operating temperature, reducing performance degradation caused by high-load operation, and ensuring continuous and stable operation for several hours or even longer. The pump body is made of high-strength, wear-resistant materials. Key components undergo precision machining and rigorous dynamic balancing testing, exhibiting excellent wear resistance, corrosion resistance, and cavitation resistance, making it suitable for long-term continuous operation and complex working conditions. The overall base is constructed using heavy-duty steel structure welding, providing excellent load-bearing capacity and vibration resistance, effectively reducing operating vibration, improving equipment stability, and facilitating overall transportation, installation, and subsequent maintenance. All main pipelines adopt standardized interface designs, facilitating on-site installation and system connection, as well as later maintenance and parts replacement. The product can be configured with different flow rates, heads, and interface specifications according to different fire protection engineering needs, and can form a complete fire water supply solution with electric fire pumps, fire pressure stabilizing equipment, fire control systems, and remote monitoring platforms, achieving automatic switching and intelligent linkage, improving the reliability and automation level of the entire fire protection system. Due to the modular design concept, the layout of each functional unit is reasonable, allowing maintenance personnel to quickly complete daily inspections, lubrication maintenance, and replacement of vulnerable parts, effectively reducing maintenance difficulty and downtime, and reducing the total life cycle operating cost of the equipment. This product is widely used in petrochemical, natural gas storage and transportation, power engineering, mining, steel, cement, airports, ports, rail transit, large commercial complexes, high-rise residential buildings, municipal water supply, and industrial parks, playing a vital role in fire-fighting water supply, emergency fire suppression, and the construction of fixed fire protection systems. With its comprehensive advantages including independent power, high-efficiency water delivery, automatic control, continuous operation, robust structure, convenient maintenance, and strong adaptability, the dedicated engine-driven industrial fire pump, designed for long-term emergency operation, can continuously provide stable and reliable fire-fighting water supply in various complex environments. It establishes a safer, more efficient, and reliable emergency water supply system for modern fire protection engineering, while helping users reduce equipment operation risks, improve the overall safety level of fire protection systems, and provide long-term stable fire protection for various industrial facilities and critical infrastructure.