High-Performance Diesel Fire Pump Set – Continuous Water Supply for Industrial and Commercial Safety
High-performance diesel fire pump sets with independent energy supply, strong power and stable operation are suitable for high-rise buildings, factories, petrochemical sites and other places to ensure continuous water supply and fire safety.
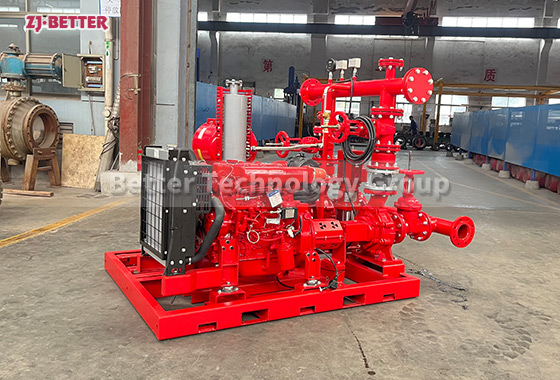
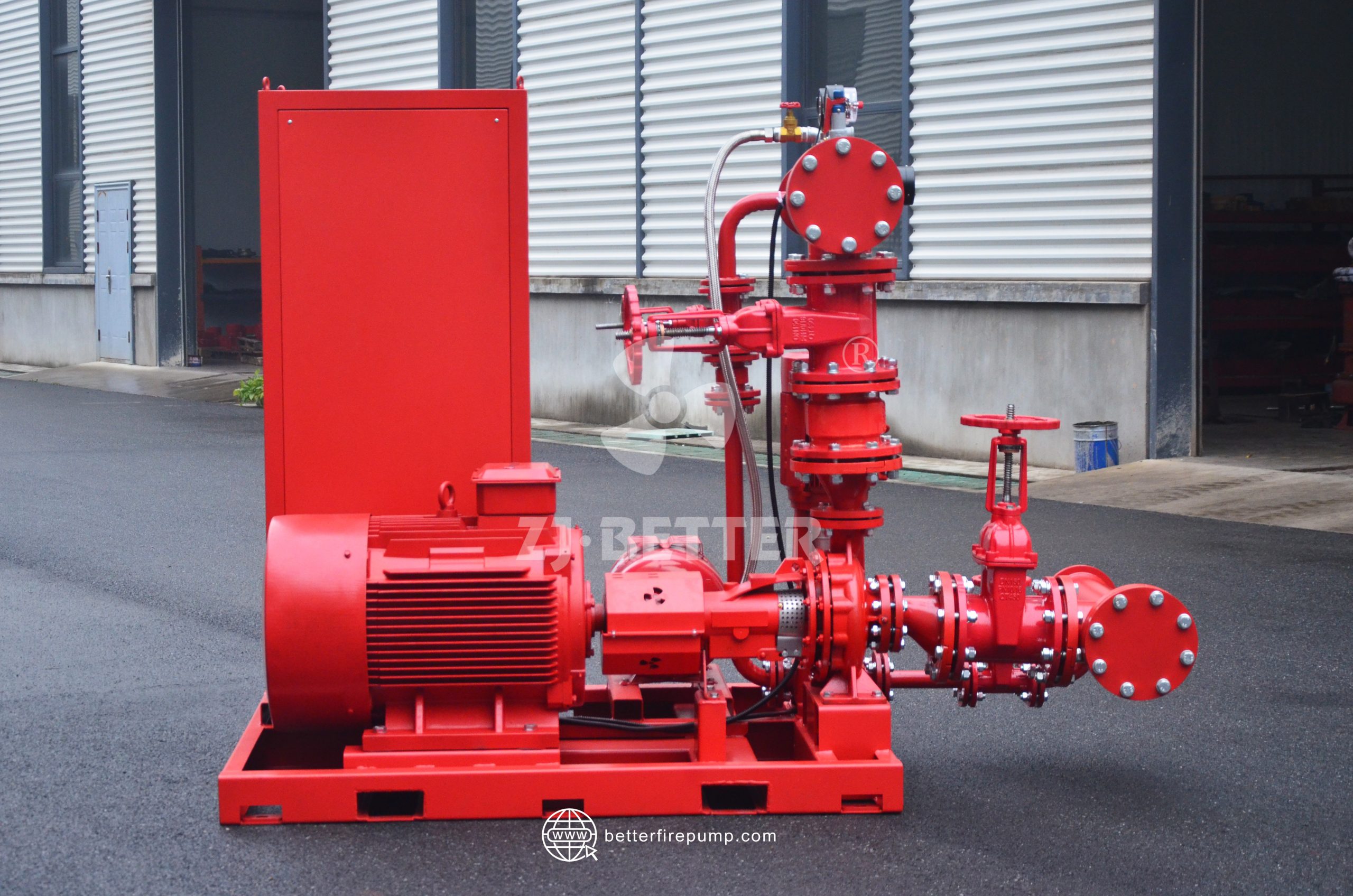
High-performance diesel fire pump units are essential equipment designed to provide stable water supply and efficient firefighting in various industrial and commercial settings, playing a crucial role in the overall firefighting system. With the continuous expansion of urban construction, firefighting systems are facing increasingly stringent requirements in large industrial facilities, warehouses and logistics parks, high-rise complexes, and the petrochemical industry. In the event of a sudden fire, the ability to maintain a continuous water supply directly determines the efficiency and success rate of firefighting operations. The diesel fire pump unit was developed to address this challenge. Independent of the municipal power supply, it can operate independently even during power outages or fire-related power restrictions, ensuring the continuity and reliability of the firefighting system. The high-performance diesel fire pump unit consists of a high-efficiency diesel engine and a high-flow centrifugal pump. Combined with a scientifically designed base, control cabinet, fuel system, and cooling system, the unit is compact and rationally designed for safe and stable operation. As the power source, the diesel engine offers strong output power and long operating time, maintaining efficient operation even in harsh environments, ensuring rapid start-up and continuous water supply in emergency fire situations. The accompanying control system features an intelligent design, enabling automatic or manual start and stop. It also includes protection features for low oil pressure, overtemperature, and overspeed, ensuring the safe operation of the entire system in a variety of emergency situations. Compared to electric fire pumps, diesel fire pumps offer a significant advantage in that they are independent of the power grid. They can independently provide powerful power even in field operations, petrochemical parks, or areas with unstable power. This makes them suitable for a wide range of applications, particularly in locations where safety and continuous water supply are paramount. Diesel fire pumps offer multiple performance advantages. First, their superior flow and head performance allows for customization to meet diverse firefighting needs, meeting the water supply pressure requirements of various scenarios, from high-rise buildings to large factories and warehouses. Second, their high operating efficiency and excellent fuel economy ensure low energy consumption and stable performance even during long-term operation. Third, the pump body and key components are constructed of high-strength, corrosion-resistant materials, offering excellent resistance to wear and corrosion. They operate stably even in water sources containing impurities or high salinity, significantly extending the equipment’s service life. In addition to their powerful power and durable design, diesel fire pumps also offer significant advantages in control and operation. The intelligent control system not only monitors the pump’s operating status in real time but also integrates with the fire protection system to automatically activate upon fire alarm, effectively shortening emergency response time. Select models also support remote monitoring and remote activation, allowing managers to monitor pump operation in real time from the control center or remotely, thereby enhancing the intelligence of the fire protection system. Mobility is also a key advantage of diesel fire pumps. Depending on the needs, the equipment can be installed either fixed in the machine room or as a mobile model with a chassis and wheeled support, facilitating rapid deployment and operation in various locations. Mobile diesel fire pumps are particularly suitable for specialized environments such as petrochemicals, mining, and ports, allowing for rapid transport to the fire scene and immediate operational deployment, significantly enhancing the flexibility and efficiency of emergency response. To ensure long-term stable operation, high-performance diesel fire pumps are designed with ease of maintenance in mind. The pump and engine are strategically arranged, with routine maintenance points such as the oil filler, filter, and replacement parts conveniently located for technicians to perform regular maintenance and repairs. Furthermore, the manufacturer strictly adheres to international fire safety standards and quality system certifications during production, ensuring that every pump unit undergoes rigorous testing and inspection before leaving the factory, guaranteeing maximum performance in practical applications. High-performance diesel fire pump units are widely used in urban high-rise buildings, industrial plants, warehouses and logistics centers, airports, docks, petrochemical plants, mines, and the electric power and energy industry. These critical sectors present high fire risks and place extremely stringent demands on fire protection systems. Diesel fire pump units, with their independent power supply, powerful power, and stable operation, have become essential equipment for ensuring fire safety. They not only play a crucial role in emergency fires but also demonstrate excellent performance in routine fire drills and system testing, helping businesses and institutions maintain comprehensive fire protection systems in compliance with relevant safety regulations and international standards. In summary, high-performance diesel fire pump units, with their superior performance, reliable quality, and wide applicability, have become an indispensable component of fire protection systems in modern industrial and commercial settings. They not only address electricity dependence but also provide continuous water supply and safety assurance in a variety of complex environments with their powerful power, intelligent control system, flexible installation options, and exceptional durability. Whether in daily operation or emergency situations, the diesel fire pump unit can ensure the best effect of the fire protection system with efficient, stable and reliable performance, and build a solid protective barrier for the safety of life and property.