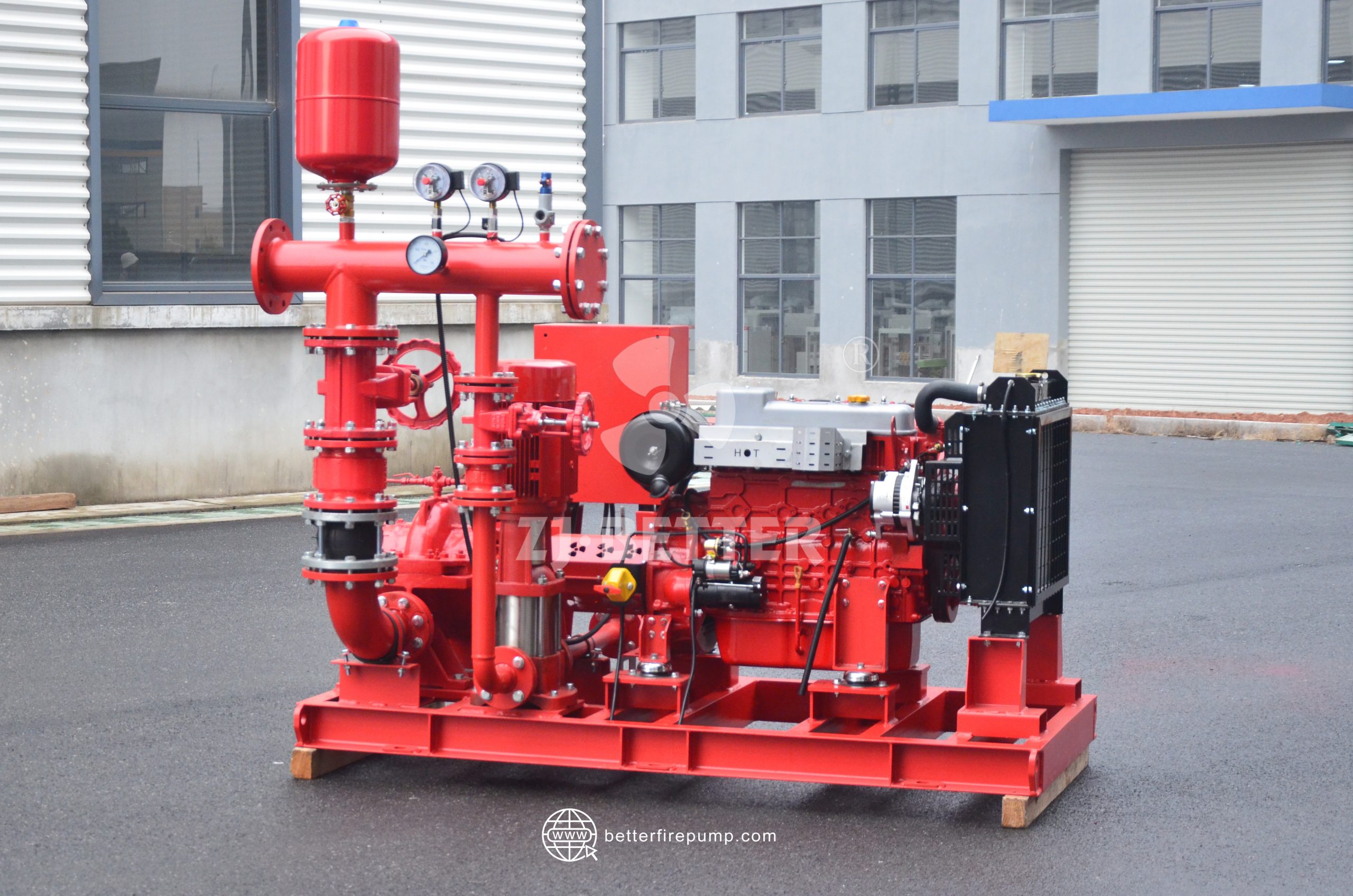
Dual-Pump Fire Pressure Equipment: Fast Response and Reliable Flow Performance for Safety Systems
High-efficiency dual-pump fire booster system ensures rapid response and continuous water supply for fire protection. Reliable, energy-saving, and easy to integrate into modern fire safety infrastructures.
As a key component of modern building fire protection systems, dual-pump booster systems possess significant practical application value. Employing two independently operating water pumps, capable of automatic switching or simultaneous operation, they offer unparalleled advantages in ensuring water supply continuity, improving system stability, and extending equipment life. Featuring a compact structure, efficient operation, and responsive control, this product is widely applicable in high-rise buildings, commercial complexes, underground facilities, warehouses and logistics centers, industrial and mining enterprises, and municipal infrastructure. It provides continuous and reliable pressure support for fire protection systems, ensuring rapid response and efficient water supply during critical fires, maximizing the safety of life and property. Dual-pump booster systems typically employ a one-in-one backup design. If the primary pump fails or is unable to meet system pressure requirements, the backup pump automatically takes over under control, effectively mitigating the risk of system failure due to a single pump failure and significantly improving the system’s fault tolerance and reliability. Furthermore, the device’s built-in automatic inspection and scheduled startup ensures that the equipment remains in optimal operating condition even during extended standby periods, truly embodying the fire prevention principle of “maintaining troops for a thousand days, deploying them for a single moment.” In terms of operational efficiency, the booster device is equipped with a high-efficiency motor and a pump body with an optimized hydraulic model to minimize energy consumption, improve pump efficiency, and achieve excellent energy-saving performance. At the same time, according to different fire protection needs, a constant pressure variable frequency control system can be optionally equipped to achieve on-demand water supply, avoid energy waste and equipment wear caused by frequent system start-up and shutdown, and significantly extend the service life of the entire system. The control system adopts a modular integrated design, integrating pressure sensors, intelligent control modules, PLCs or industrial-grade touch screens, supporting remote monitoring and fault self-diagnosis functions. All operating statuses are clearly visible, facilitating operation and maintenance by on-duty personnel. Its control logic is compatible with various fire alarm linkage methods and can work in conjunction with sprinkler, fire hydrant, water curtain, water cannon and other systems to ensure that the booster water supply process is immediately activated when a fire occurs. From a structural design perspective, the equipment base adopts a heavy-duty steel structure frame, which has been treated with anti-corrosion paint. It has good seismic resistance and environmental adaptability and can operate stably under various complex construction conditions. The pump body can be configured as a vertical multistage pump, a horizontal end-suction pump, or a split-body multistage pump, depending on the operating conditions. The pump body can be made of ductile iron, stainless steel, or copper alloy to meet the corrosion resistance requirements of different buildings. The accompanying piping system includes integrated accessories such as check valves, control valves, pressure gauges, exhaust valves, safety relief valves, and stainless steel flanges, greatly simplifying installation, shortening construction time, and enhancing system integration. To cope with extreme conditions such as sudden power outages, a diesel-driven pump can be configured as a third pump unit, ensuring seamless water supply during power outages. This truly provides “triple protection” and a higher level of fire protection for high-risk locations. The dual-pump booster unit not only complies with multiple domestic and international standards, including the “Technical Specifications for Fire Water Supply and Fire Hydrant Systems” and the “Specifications for the Installation of Fixed Fire Protection Facilities,” but can also be customized for export. Complying with international standards such as NFPA, UL/FM, and EN12845, it is widely exported to countries and regions including the Middle East, Southeast Asia, Africa, and South America, and is highly favored by overseas contractors and integrators. In terms of project application, whether for new construction or retrofitting fire protection systems in existing buildings, this device offers a highly adaptable design. It can operate independently or connect to building intelligent control systems, enabling interoperable communication with BMS, FAS, SCADA, and other systems via 485 or Ethernet interfaces. For routine maintenance, the device’s access hatches and standard quick-release mechanism make repairs and maintenance efficient and convenient. Manufacturers also typically provide pre-shipment commissioning and testing services and technical training to ensure users quickly master the essentials and maximize device performance. Furthermore, to meet diverse budgets and performance requirements, the device supports a variety of configuration options, such as one-to-two, one-to-three, multi-pump parallel operation, and zoned water supply, greatly enhancing system flexibility and scalability. Overall, the dual-pump booster unit, with its highly integrated, reliable, intelligent control, and robust adaptability, is becoming an indispensable core component in modern building fire protection systems. It is an ideal solution for rapid response, stable flow, intelligent management, and efficient maintenance. It’s more than just a pump; it’s the core of an entire system critical to ensuring building safety and improving project quality. Choosing it means choosing peace of mind and security. In the future, as the development trend of urban intelligent and green energy-saving buildings continues to advance, the application scenarios of this type of equipment in fire protection systems will become more extensive, and its intelligence level will continue to upgrade, providing solid support for humans to build a safer, more efficient and intelligent living and working environment.