High-Capacity Diesel Fire Pump Systems Support Fire Protection in Large Warehouse Projects
Long-Duration Diesel Fire Pump Units provide reliable emergency fire water supply with continuous operation capability, high-performance diesel engines, stable pressure output, intelligent controls, efficient cooling systems, and dependable fire protection for industrial facilities, warehouses, power plants, commercial buildings, and critical infrastructure projects.
In modern fire protection engineering, the reliability of fire water supply systems directly affects firefighting efficiency and the safety of personnel and property during a fire. Especially in large industrial parks, petrochemical plants, power facilities, warehousing and logistics centers, ports, high-rise buildings, and projects far from urban power grid coverage, fire protection systems not only need rapid start-up capabilities but also need to maintain stable operation for extended periods even as a fire continues to develop. Faced with complex and ever-changing firefighting conditions, diesel fire pump units, with their independent power drive, high reliability, and continuous water supply capabilities, have become indispensable equipment in modern fire water supply systems. Among them, diesel fire pump units with long-term continuous operation capabilities are the preferred choice for many large-scale fire protection projects, providing all-weather, high-intensity, stable, and reliable power support for the fire protection system, ensuring uninterrupted fire water supply in critical moments, and buying valuable time to control the spread of fire.
A diesel fire pump unit is a type of fire protection equipment that uses a diesel engine as a power source to drive a centrifugal fire pump. Compared to electric fire pumps that rely on municipal power grids, diesel fire pumps can operate independently in the event of power outages, power failures, or damage to the power system, ensuring that the fire protection system always has emergency water supply capabilities. Especially in major fire incidents, where fires can damage power lines or even cause power outages across entire areas, traditional electric equipment risks malfunctioning. Diesel fire pump units, however, can quickly start and operate continuously using their own power systems, providing stable pressure and sufficient flow to the fire protection network. This independent water supply capability makes them a crucial component of industrial fire protection systems and critical infrastructure fire protection systems.
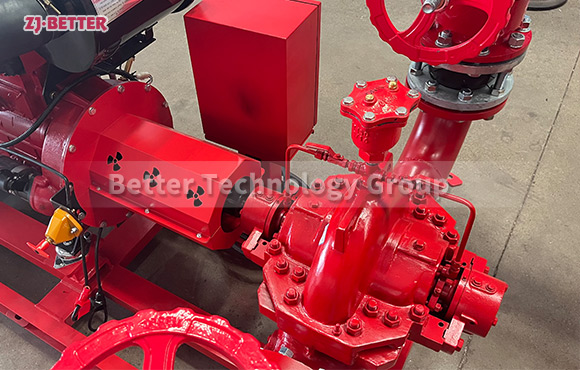
Long-term continuous operation capability is one of the core technological advantages of diesel fire pump units. The development of fires is often unpredictable, and the fighting of some large fires can last for hours or even longer. If fire-fighting equipment cannot maintain a continuous water supply, firefighting efforts will be severely hampered. To meet this need, diesel fire pump units utilize high-performance industrial-grade diesel engines, possessing strong power output and excellent continuous operating capability. The engines are professionally tuned and optimized to maintain stable speed and output power for extended periods under rated operating conditions, ensuring reliable operation even under continuous high-load demands. Compared to ordinary power equipment, fire-fighting diesel engines prioritize durability and stability, adapting to complex environments such as high temperature, high humidity, and high dust levels, ensuring excellent performance even under the most demanding fire-fighting conditions. A high-efficiency cooling system is crucial for long-term continuous operation. During continuous operation, the engine generates a significant amount of heat. Insufficient cooling capacity will lead to overheating, decreased efficiency, and even shutdown. Modern diesel fire pump units are equipped with large-capacity industrial radiators and high-efficiency cooling systems. Through optimized airflow design and coolant circulation, rapid heat exchange is achieved, effectively controlling engine operating temperature. Even in high-temperature summer environments or under prolonged continuous firefighting conditions, the cooling system maintains stable operation, providing an ideal working environment for the engine. This efficient cooling design not only improves equipment reliability but also extends the lifespan of critical components and reduces long-term maintenance costs.
Stable water supply performance is a vital standard for evaluating the quality of fire pump units. Diesel fire pump units utilize advanced centrifugal pump technology, achieving high-efficiency water delivery and stable pressure output through optimized impeller structure and flow channel design. During a fire, fire sprinkler systems, fire hydrant systems, and fire monitor systems require a continuous and sufficient water supply; any pressure fluctuations can affect firefighting effectiveness. High-performance diesel fire pump units can maintain stable flow and head output during long-term operation, ensuring reliable water supply to all water points even in the face of complex pipe networks and long-distance transportation needs. By precisely matching engine and pump parameters, the equipment achieves an optimal balance between power output and water supply demand, thereby improving overall operating efficiency.
Automatic start-up further enhances the equipment’s emergency response capabilities. One of the core requirements of a fire protection system is rapid response, requiring immediate operation after a fire breaks out. Diesel fire pump units are typically equipped with intelligent control systems and automatic start-up devices. When the fire pipeline pressure drops to a set value, the system can automatically detect and quickly start the engine, establishing water pressure without manual intervention. The entire start-up process is fast and reliable, significantly shortening system response time and creating favorable conditions for initial fire control. Even in unattended operation, the equipment maintains a high state of alert, ensuring the fire water supply system is always in optimal standby condition.
Modern diesel fire pump units generally employ intelligent control technology to achieve real-time monitoring and management of equipment operating status. The control system continuously monitors key data such as engine speed, oil pressure, coolant temperature, battery status, fuel level, and pump unit operating parameters. When equipment malfunctions, the system automatically issues alarm signals and records fault information, helping managers quickly locate the problem and take appropriate measures. Some advanced systems also support remote monitoring and data transmission, enabling managers to monitor equipment operating status in real time via a network platform, improving the efficiency and safety of fire protection facility management.
A reliable fuel system design is crucial for ensuring long-term continuous operation. Diesel fire pump units are typically equipped with large-capacity fuel tanks and efficient fuel delivery systems to meet the fuel supply requirements for extended operation. The fuel system employs leak-proof design and high-precision filtration devices to effectively ensure fuel quality and supply stability, reducing equipment failures caused by fuel issues. For large projects, an external fuel replenishment system can be configured according to actual needs to achieve even longer continuous operation, providing continuous power support for major fire suppression.
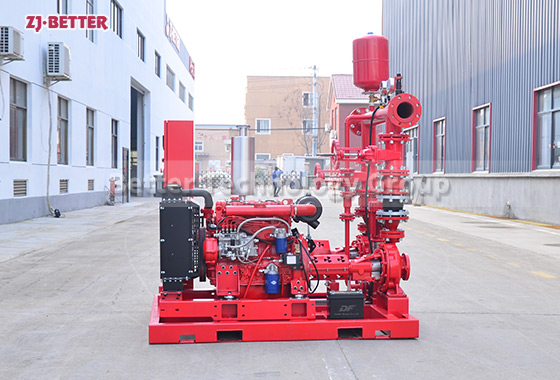
In terms of structural design, diesel fire pump units adopt an integrated skid-mounted design concept, integrating the diesel engine, fire pump, control cabinet, cooling system, fuel system, and related accessories onto a unified base. This design not only improves the overall stability of the equipment but also simplifies transportation, installation, and maintenance processes. The equipment undergoes comprehensive testing and commissioning before leaving the factory, allowing for rapid installation and commissioning upon arrival at the site, significantly shortening the construction cycle. The skid-mounted structure also possesses excellent vibration resistance and mechanical strength, enabling it to adapt to complex construction environments and long-term operational needs.
Ease of equipment maintenance is also a crucial factor in modern fire protection engineering. Long-term continuous operation necessitates excellent maintainability. The diesel fire pump unit is designed with daily maintenance needs in mind, featuring a rational layout of key components and ample maintenance space. Maintenance personnel can easily perform oil changes, filter checks, cooling system maintenance, and parts replacement. Simultaneously, the intelligent monitoring system provides early warning information and maintenance reminders, helping users establish scientific maintenance plans, reducing the probability of sudden failures, and improving the overall availability of the equipment.
From an application perspective, diesel fire pump units capable of long-term continuous operation are widely used in various locations with extremely high fire safety reliability requirements. In the petrochemical industry, the presence of flammable and explosive media makes fire safety a critical guarantee for production operations, and high-performance diesel fire pumps can provide a continuous and stable water supply for stationary fire extinguishing systems. In large warehousing and logistics centers, the dense storage of goods increases the risk of fire, making a continuous water supply crucial for controlling the spread of fire. In power plants, substations, and energy facilities, diesel fire pumps, as independent power-powered firefighting equipment, can maintain normal operation even in the event of power system failures. In critical infrastructure projects such as ports, airports, and transportation hubs, these devices also play a vital role, providing a solid guarantee for public safety.
As global fire safety standards continue to rise, the market’s requirements for the reliability and intelligence of fire protection equipment are becoming increasingly stringent. Long-term continuous operation diesel fire pump units not only meet the requirements of modern fire codes for water supply capacity and emergency response, but also continuously improve operational efficiency and management levels through advanced technologies. In the future, with the further development of digital technology, IoT technology, and intelligent monitoring systems, diesel fire pump units will achieve more precise operation management and predictive maintenance, providing safer, more efficient, and more reliable solutions for fire protection systems.
Overall, long-term continuous operation diesel fire pump units, with their independent power advantages, efficient water supply capacity, reliable cooling systems, intelligent control technology, and excellent durability, have become core equipment in modern fire protection engineering construction. Whether facing complex industrial environments, critical infrastructure, or large commercial projects, these devices can respond quickly and operate stably in emergencies, providing powerful power support for fire protection systems. In future fire safety construction, diesel fire pump units will continue to play a vital role, providing reliable fire water supply for various projects and safeguarding lives and property.