Fire Pump System for Industrial and High-Rise Buildings: Efficient, Stable, and Easy to Maintain
Our specialized fire pump systems for industrial and high-rise buildings offer efficient water supply, intelligent control, and stable operation. They feature automatic start/stop, pressure monitoring, energy-saving operation, and easy maintenance. They are widely used in high-rise residential buildings, commercial complexes, factories, and storage facilities. They provide rapid and continuous water pressure in the event of a fire, ensuring a reliable fire water supply and are an ideal firefighting solution for modern building safety.
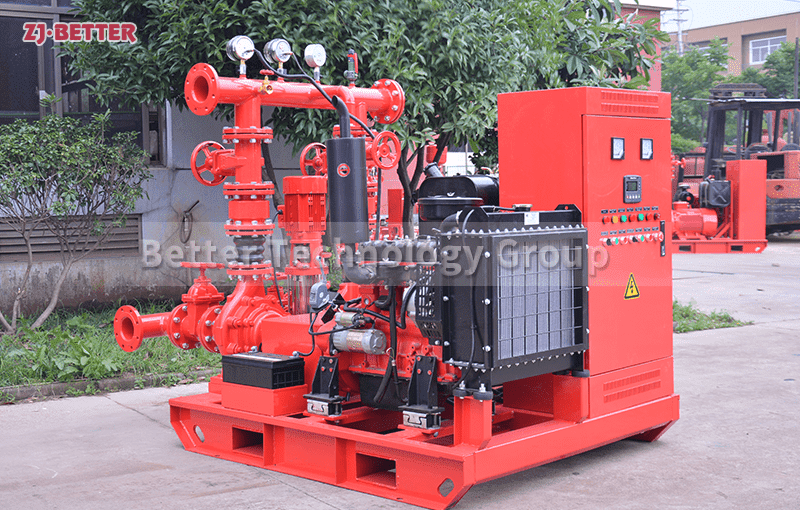
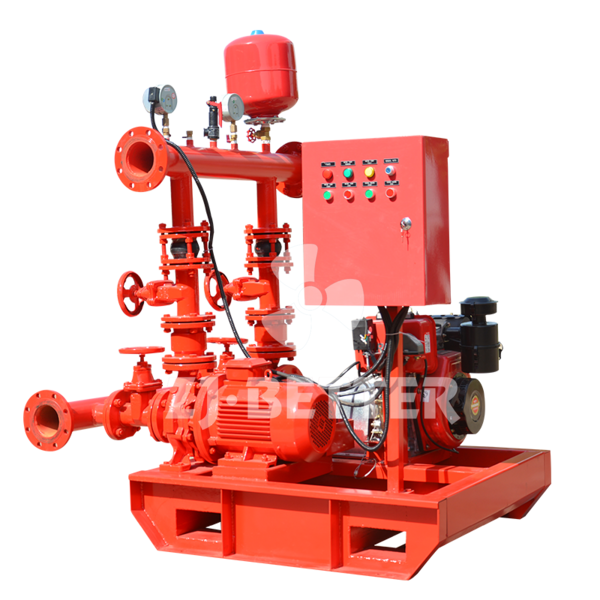
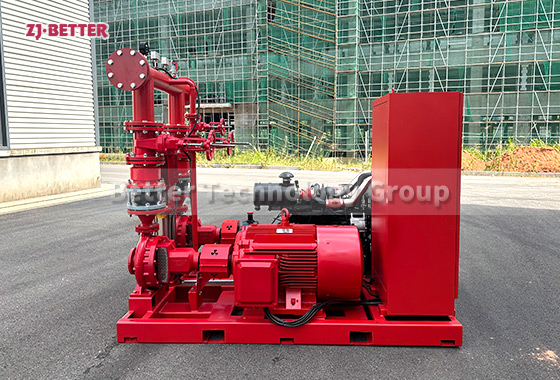
Fire pump systems are an essential component of modern buildings and industrial facilities. Fire pump systems designed specifically for industrial and high-rise buildings, with their high efficiency, stability, and easy maintenance, have become the preferred choice for fire safety in numerous projects. This system, consisting of an electric motor-driven main pump, control cabinet, pressure-stabilizing pump, pressure sensing device, valves, piping, baseplate, and related automation control components, provides sufficient and stable firefighting water immediately upon fire, ensuring rapid activation and continuous operation of the fire suppression system, providing strong support for the safety of personnel and property. The performance design of this fire pump system, designed specifically for industrial and high-rise buildings, fully considers the complex building environments and practical requirements of high-rise water supply. High-rise buildings are characterized by large water supply heights, high pressure requirements, and complex system loads, while industrial sites often face extreme conditions such as high temperatures, dust, and flammable and explosive environments. Therefore, the system has been comprehensively optimized in terms of hydraulic design, electronic control logic, and structural layout. The pump body features an efficient flow channel design to ensure stable output despite high head and high flow rates. The motor utilizes a high-efficiency, high-torque industrial-grade drive, resulting in low vibration and temperature rise during operation, ensuring continuous and stable power delivery. Furthermore, the entire system, through a strategic piping layout and precise pressure control, automatically adjusts to different operating conditions. Whether in static standby or emergency start-up, it responds quickly, maintaining system pressure within the set range and preventing pressure fluctuations that could impact the pipe network or damage equipment. The fire pump system’s efficiency is particularly outstanding. Its multi-stage impeller design or single-stage, high-flow structure allows for customized head and flow matching based on project requirements, maximizing water delivery efficiency. The system’s intelligent control cabinet features automatic detection and alarm functions, monitoring key operating parameters such as water pressure, current, and temperature in real time. If an anomaly is detected, it immediately issues an alarm or automatically switches to a backup pump, ensuring uninterrupted fire water supply. The intelligent control module incorporates multiple operating modes, including automatic start, manual test, and remote control, to meet the operational needs of diverse application scenarios. The control system can also communicate with a building fire control center (FACP) or industrial automation system, automatically activating the main pump upon triggering a fire alarm, ensuring rapid delivery of fire water to sprinklers or fire hydrants. Stability is another key advantage of this system. Its sturdy chassis features an optimized vibration-damping design, effectively reducing operating noise and mechanical shock. All major components are constructed of corrosion-resistant materials, such as the pump casing and piping, which are constructed of high-strength cast iron or stainless steel. Seals utilize high-temperature mechanical seals, ensuring long-term, leak-proof and wear-resistant operation in high-pressure and high-temperature environments. The system also features a pressure-stabilizing pump and pressure tank combination to maintain static pressure balance in the pipeline network, reducing frequent activation of the main pump and extending equipment life. The electrical system is designed to comply with international standards and features waterproof, dustproof, lightning-proof, and short-circuit protection, ensuring stable operation even in harsh outdoor or industrial environments. Maintenance efficiency was also a key consideration in this product’s design. The system’s compact layout and clear structure, along with the modular design of its components, facilitate easy inspection and part replacement. The control panel features a user-friendly interface and an LCD display, allowing users to intuitively view real-time operating data and historical records. The strategically arranged piping interfaces and valves facilitate routine maintenance and performance testing by technicians. The system also features self-venting and automatic water replenishment, reducing manual intervention and enhancing the overall user experience. For industrial users, this fire pump system is perfectly suited to a variety of high-intensity operating environments. Whether in chemical plants, refineries, power plants, storage and logistics bases, or manufacturing workshops, it can stably provide sufficient fire water pressure. The system offers an optional diesel-powered backup pump to cope with power outages or power outages, enabling dual-power modes between electric and diesel, ensuring emergency water supply in any situation. For high-rise buildings, the system supports zoned water supply and multi-pump switching control, ensuring balanced pressure distribution on each floor and synchronized and reliable operation of the sprinkler and fire hydrant systems. This fire pump system also offers significant energy-saving and environmental advantages. Leveraging intelligent variable frequency control technology, the system dynamically adjusts pump speed based on actual demand, operating at a lower speed to maintain stable pressure during non-fire conditions, thereby reducing energy consumption and equipment wear. When the system detects a pressure drop or a fire alarm is triggered, the main pump immediately switches to full speed, achieving a balance of high efficiency and rapid response. This technology not only saves electricity but also reduces equipment operating noise and carbon emissions, aligning with green building and sustainable development design concepts. In addition to its technical performance, the system also features comprehensive safety features. The control system incorporates multiple built-in protection mechanisms, including phase loss protection, overload protection, overheating protection, low-pressure alarm, and automatic shutdown, effectively preventing equipment damage due to electrical or mechanical failures. A pressure relief valve and backflow prevention device are installed outside the pump to prevent water hammer and backflow contamination, ensuring the safety and reliability of the entire fire water system. Furthermore, all key components undergo rigorous performance testing and quality inspection to ensure that every unit meets international fire safety standards. The system also offers significant installation flexibility. Whether ground-mounted, centralized in a pump room, or as a standalone outdoor unit, customized installation solutions can be tailored to meet the specific needs of the user’s project. The base structure is compatible with a variety of pipe diameters, enabling easy integration into existing pipe networks and reducing secondary construction costs. The whole machine has been assembled and debugged before delivery. After the user arrives on site, it can be put into use by simply connecting it, which greatly shortens the construction period and improves the efficiency of project delivery. In summary, the fire pump system dedicated to industry and high-rise buildings has become a key equipment in modern fire protection systems due to its efficient water supply capacity, intelligent control function, stable structural design, easy maintenance characteristics and excellent reliability. It can not only respond quickly in emergency fire situations and provide continuous high-pressure water supply, but also maintain system pressure in daily operation, reduce energy consumption and equipment burden, and ensure the long-term operation of the building safety system. Whether it is an industrial plant or a high-rise residential building, a commercial complex, an underground parking lot or a storage and logistics center, this fire pump system can provide stable, efficient and safe hydraulic support for every key fire protection scene with its excellent performance and intelligent technology, truly realizing a full range of fire protection solutions from design to application.