Why End Suction Diesel Fire Pumps Are Ideal for Modern Fire Systems
Learn why end-suction diesel fire pumps are the ideal choice for modern fire protection systems. This article details the independent power advantages, high-efficiency centrifugal pump performance, rapid start-up capability, stable pressure output, intelligent control system, durable structural design, and wide range of applications for diesel fire pumps, suitable for fire water supply projects in industrial parks, petrochemical plants, warehousing and logistics, high-rise buildings, and critical infrastructure.
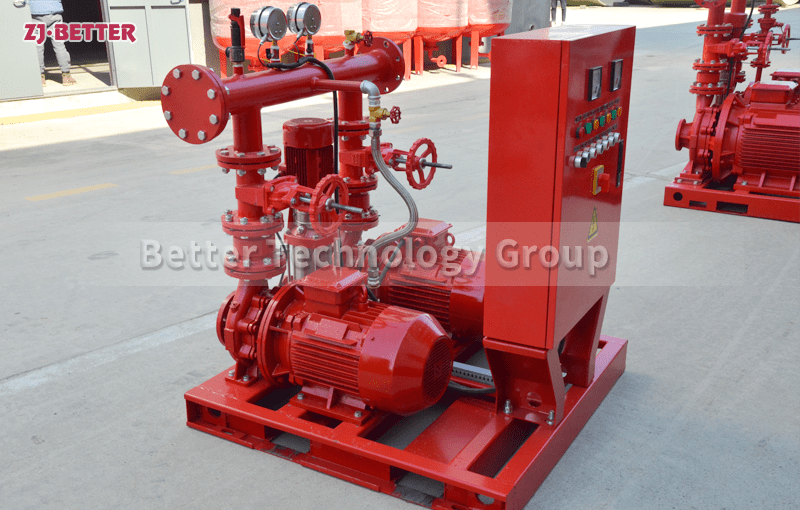
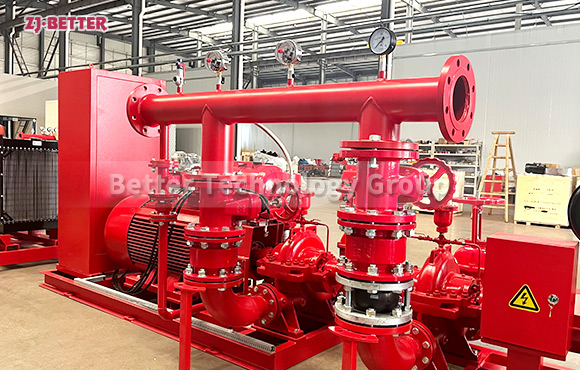
With the rapid development of modern industrialization and urbanization, fire safety has become a crucial component of the operation and management of various buildings and industrial facilities. From large industrial parks, petrochemical bases, and warehousing and logistics centers to commercial complexes, high-rise buildings, airports, ports, and energy projects, an increasing number of fire protection systems require rapid response, continuous water supply, and high reliability. Among numerous fire water supply devices, end-suction diesel fire pumps, with their compact structure, stable operation, convenient maintenance, strong adaptability, and independent power supply, have become one of the most widely used types of fire pumps in modern fire protection systems. Especially in locations with unstable power supply or extremely high requirements for fire safety reliability, end-suction diesel fire pumps can provide stable and reliable fire-fighting water at critical moments, playing a vital role in controlling the spread of fire and protecting life and property.
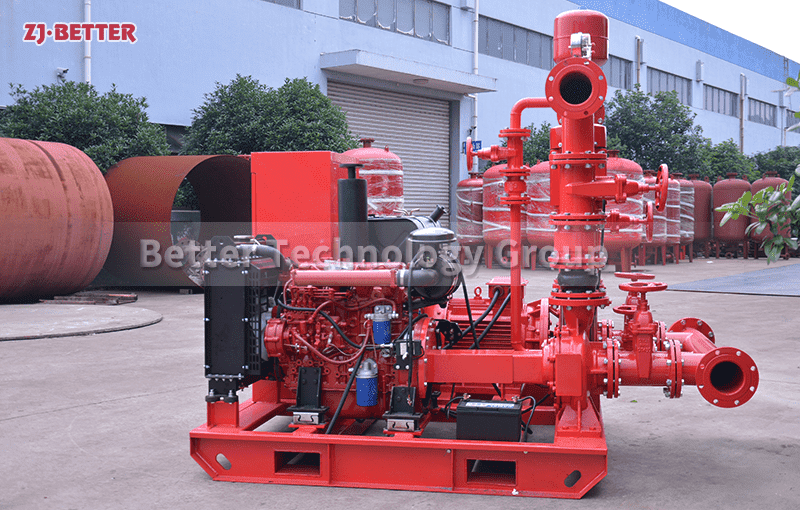
The most significant feature of end-suction diesel fire pumps is their independent power drive capability. Although modern fire protection systems are generally equipped with electric fire pumps as the main equipment, in actual fire accidents, the power system may often fail due to fire, high temperature, line faults, or external factors. Once the main power supply is interrupted, the fire water supply capacity will be severely affected. Diesel fire pumps do not rely on external power grids; their engines are powered by fuel, allowing them to start quickly and operate continuously even during power outages. For critical facilities such as hospitals, data centers, petrochemical plants, transportation hubs, and large manufacturing enterprises, this independent operation capability significantly improves the overall reliability of fire protection systems, ensuring uninterrupted fire water supply during fires, thereby effectively enhancing firefighting efficiency and emergency response levels.
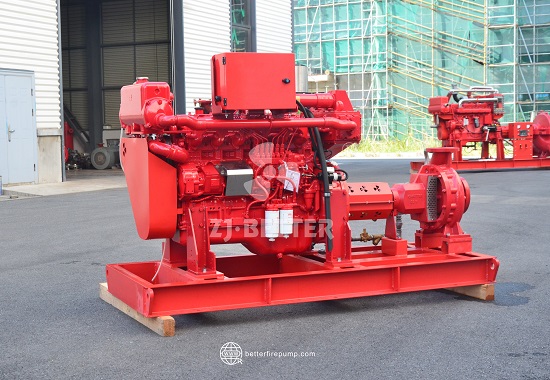
Modern end-suction diesel fire pumps employ advanced centrifugal pump structural design, achieving high-efficiency water delivery. The pump body’s internal flow channels are optimized, and the impeller is manufactured using precision casting technology, effectively reducing hydraulic losses and improving energy conversion efficiency. Compared to traditional water supply equipment, end-suction fire pumps can output a larger flow rate and higher head under the same power conditions, meeting the demands of modern fire protection systems for high-flow-rate and high-pressure water delivery. Whether it’s fire hydrant systems, automatic sprinkler systems, or fire monitor systems, they can all receive sufficient and stable water supply support. Especially in key fire protection areas such as large industrial plants, logistics warehouses, and high-rise buildings, superior hydraulic performance helps fire protection systems quickly establish firefighting capabilities and reduce the risk of fire spread.
As the power core of end-suction fire pumps, the performance of the diesel engine directly determines the operational reliability of the entire fire protection system. Modern diesel engines employ high-pressure fuel injection technology, efficient combustion systems, and advanced cooling structures, providing not only strong power output but also low fuel consumption. In the event of a fire, the diesel engine can quickly reach its rated speed and drive the fire pump into operation. Its continuous operating capability far surpasses many traditional standby power equipment, maintaining stable output even during prolonged firefighting operations. For fire protection projects requiring continuous water supply for extended periods, high-performance diesel engines ensure the fire protection system is always in optimal working condition, providing reliable support for firefighting and rescue operations.
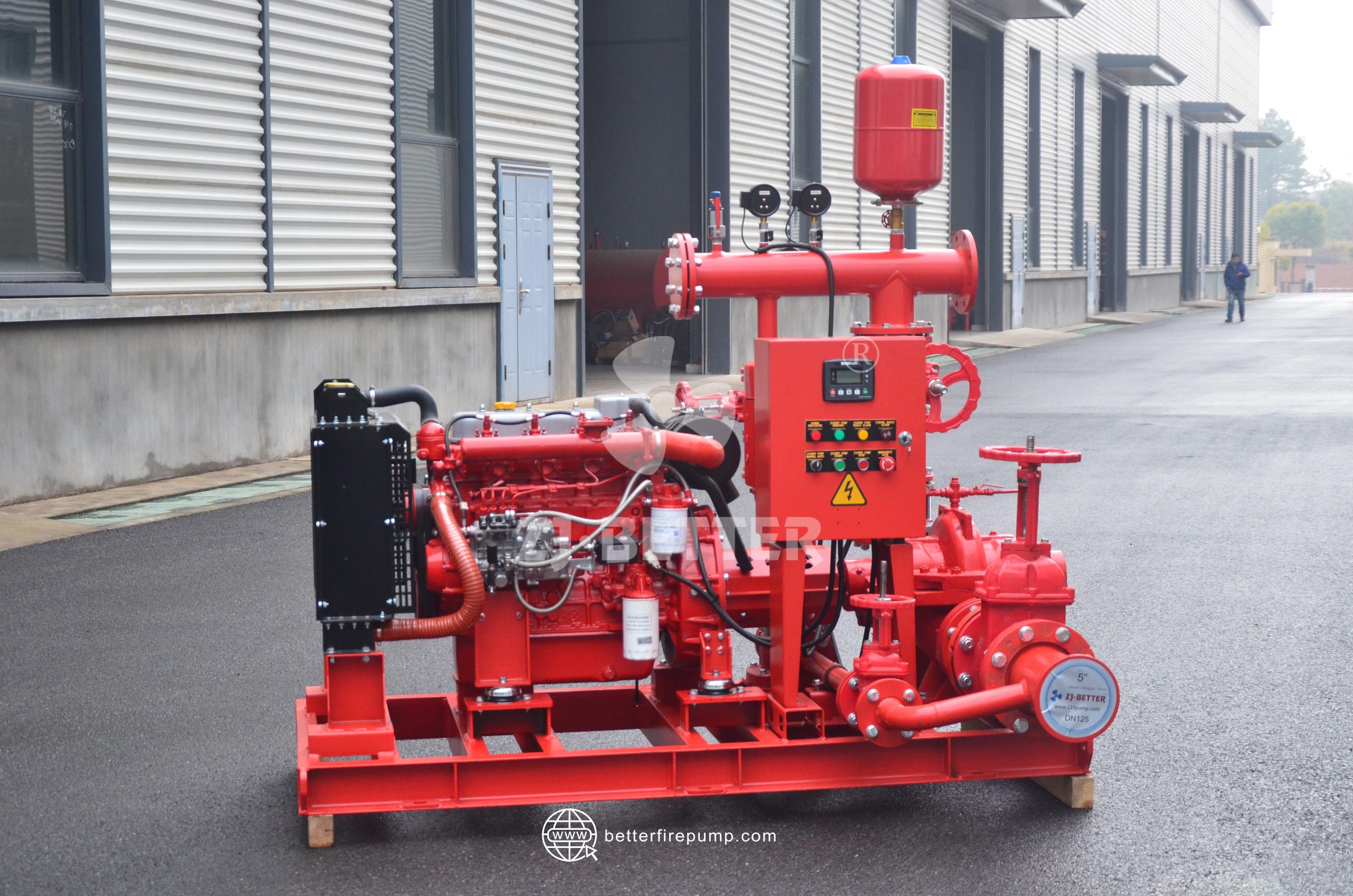
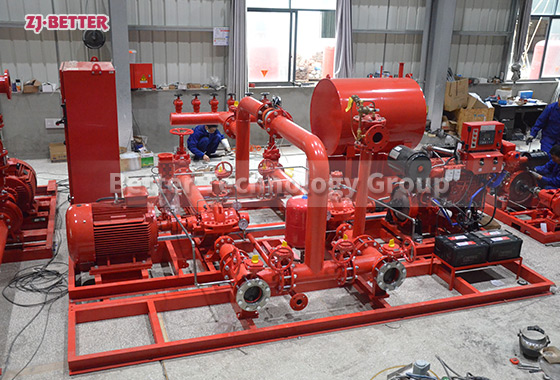
End-suction diesel fire pumps offer significant advantages in terms of compact structure and small footprint. Modern fire pump units typically adopt an integrated base design, mounting the diesel engine, fire pump, coupling, control system, and auxiliary equipment on a unified platform, achieving a high degree of equipment integration. Compared to complex large-scale fire protection equipment systems, the end-suction structure is simpler and more rational, facilitating transportation and installation while effectively saving machine room space. For fire pump rooms with limited space, renovation projects, and modular building projects, this compact design significantly reduces installation difficulty and improves project implementation efficiency. Simultaneously, the integrated structure reduces on-site alignment adjustments and improves equipment operational stability.
Modern fire protection systems demand increasingly faster equipment startup speeds, and end-suction diesel fire pumps excel in rapid response. When the fire pipeline pressure drops to a set value, the automatic control system immediately sends a start command to the diesel engine. The engine completes the startup process in a very short time and drives the fire pump into operation, quickly restoring the working pressure of the fire protection system. Rapid startup capability is crucial for controlling the initial stages of a fire, as fires spread extremely quickly, and timely water supply can often significantly reduce fire losses. This efficient response mechanism makes end-suction diesel fire pumps an important component of modern fire protection systems, providing a solid guarantee for fire safety.
The application of intelligent control technology further enhances the automation level of end-suction diesel fire pumps. Modern fire control cabinets integrate functions such as pressure monitoring, automatic start, fault alarm, operation recording, and remote communication, enabling real-time monitoring of equipment operating status. When the system detects an abnormality, it can automatically issue an alarm signal and take corresponding protective measures. The control system can also monitor key parameters such as engine temperature, oil pressure, fuel level, battery status, and operating speed, ensuring the equipment is always in good operating condition. Intelligent management not only improves the reliability of the fire protection system but also reduces the workload of manual inspections, bringing greater efficiency to modern fire protection facility management.
In terms of durability, end-suction diesel fire pumps also have significant advantages. Firefighting equipment is typically in a long-term standby state, but once put into use, it needs to withstand high-intensity continuous operation. Therefore, the equipment structure must have excellent wear resistance and corrosion resistance. Modern fire pumps are manufactured using high-strength cast iron, stainless steel, and wear-resistant alloy materials. Key components undergo rigorous heat treatment and precision machining, enabling them to withstand long-term high-pressure operating environments. The pump shaft and impeller are dynamically balanced to reduce operating vibration and mechanical wear. The mechanical seal system is made of high-quality materials, effectively preventing leakage. The robust and durable structural design not only improves equipment reliability but also significantly extends service life.
End-suction diesel fire pumps have a strong adaptability to complex environments. Whether in hot and humid regions, cold and low-temperature environments, high-altitude mountainous areas, or coastal areas with high salt spray, they can meet actual usage needs through appropriate configuration. To cater to diverse environmental conditions, optional engine preheating systems, corrosion-resistant treatment devices, enhanced cooling systems, and special protective measures can be added to ensure stable operation under various harsh conditions. This excellent environmental adaptability makes it widely used in petrochemical, power, mining, port, municipal engineering, and large-scale overseas projects.
From a maintenance and management perspective, end-suction diesel fire pumps also offer significant advantages. The equipment has a simple and rational structure with a clear layout of key components, facilitating routine maintenance and repairs. Maintenance personnel can quickly perform lubrication maintenance, filter replacement, fuel system checks, and mechanical seal maintenance. Standardized design makes spare parts supply more convenient, reducing maintenance costs and downtime. Simultaneously, intelligent monitoring systems can detect potential faults in advance, helping users develop scientific maintenance plans and further improving equipment reliability and management efficiency.
For modern fire protection engineering, compliance with international fire protection standards and project specifications is a crucial basis for equipment selection. High-quality end-suction diesel fire pumps undergo rigorous performance testing and quality inspection, meeting the requirements of large-scale fire protection projects for flow rate, head, starting performance, and continuous operation capability. The equipment undergoes comprehensive testing and commissioning before leaving the factory to ensure it meets design performance specifications. Reliable product quality not only contributes to successful project acceptance but also enhances users’ confidence in the long-term operational safety of the fire protection system.
As fire safety standards continue to rise, the market demand for high-performance fire protection equipment continues to grow. End-suction diesel fire pumps, with their independent power systems, high-efficiency hydraulic performance, rapid start-up capabilities, intelligent control technology, robust and durable structure, and wide applicability, have become an irreplaceable and crucial piece of equipment in modern fire protection systems. Whether for new industrial projects or upgrades to existing fire protection systems, choosing high-quality end-suction diesel fire pumps can significantly improve the reliability of fire water supply and fire extinguishing efficiency, building a safer and more reliable fire protection system for businesses and society. In the future, with continuous technological advancements, end-suction diesel fire pumps will continue to develop in the directions of intelligence, energy saving, and high efficiency, providing more advanced and reliable solutions for modern fire protection engineering and becoming a vital force in safeguarding life and property.