Electric Centrifugal Fire Pump Units Ensure Stable and Continuous Fire Water Supply
Electric Centrifugal Fire Pump Units provide reliable fire water supply, high efficiency, stable pressure, intelligent control, energy-saving operation, and long-term durability for commercial buildings, industrial facilities, warehouses, and modern fire protection systems.
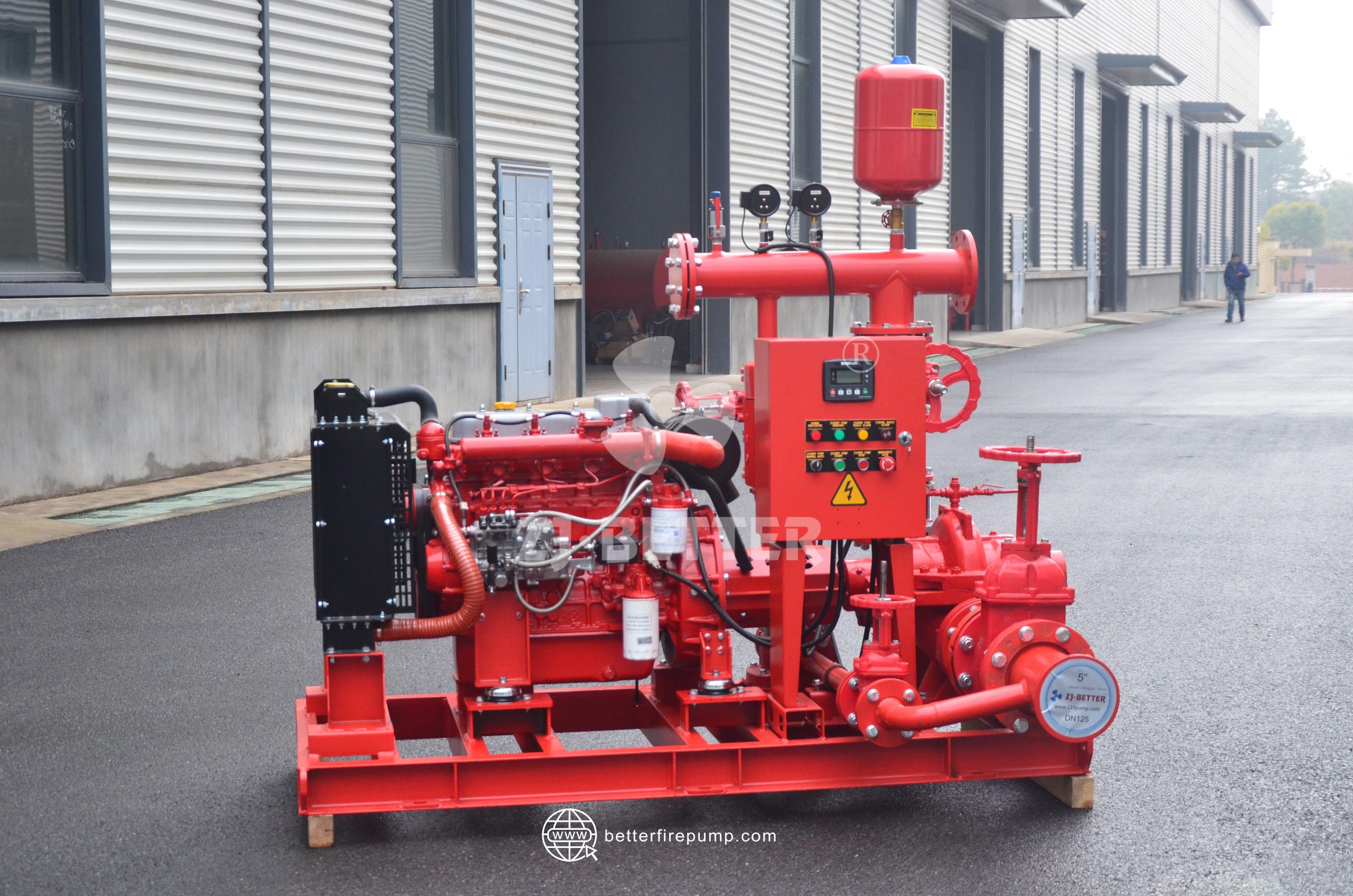
In modern building fire safety systems, fire water supply systems are a crucial component for protecting lives and property, and fire pump units are the core power equipment of the entire system. With the accelerating pace of urbanization, high-rise buildings, large commercial complexes, industrial parks, logistics and warehousing centers, airports, hospitals, schools, and various public infrastructures place higher demands on fire water supply systems. Traditional fire-fighting equipment can no longer meet the needs of modern buildings for high efficiency, high reliability, and intelligent management. Against this market backdrop, electric centrifugal fire pump units, with their stable and reliable operation, efficient water supply capacity, and intelligent control advantages, have gradually become the mainstream choice in modern fire protection engineering. As an important part of the fire protection system, electric centrifugal fire pump units can not only start quickly in the event of a fire and provide continuous and stable pressure and flow, but also maintain good working condition during long-term standby, providing a solid guarantee for building fire safety.
Electric centrifugal fire pump units utilize advanced centrifugal pump technology, using an electric motor to drive the impeller at high speed, giving the water kinetic and pressure energy, thereby achieving efficient transportation. Compared to traditional water supply equipment, this type of product offers advantages such as rapid start-up, stable operation, sufficient flow, reliable pressure, and low maintenance costs. In fire protection system design, stable water supply capacity directly affects fire extinguishing efficiency and fire control effectiveness; therefore, fire pump units must possess continuous operating capability and high reliability. Electric centrifugal fire pump units employ a high-strength pump body structure design and optimized hydraulic model, effectively reducing hydraulic losses and improving pumping efficiency. Even under high-load operating conditions, they can maintain stable pressure output, providing reliable water source support for fire sprinkler systems, fire hydrant systems, and water curtain systems.
High-efficiency water supply performance is one of the most significant features of electric centrifugal fire pump units. Through optimized impeller structure and flow channel design, the equipment achieves higher hydraulic efficiency, enabling greater flow output per unit of energy consumption. In emergency fire situations, fire protection systems need to establish stable pressure and deliver sufficient water to all water points in a very short time. Electric centrifugal fire pump units can quickly reach rated speed and achieve designed flow output in a short time, ensuring that fire protection equipment can be put into operation immediately. For large-scale building projects, fire water supply networks are complex and cover a wide area. Traditional equipment is prone to pressure drop and uneven water supply, while electric centrifugal fire pump units can effectively overcome pipeline resistance through stable head output, ensuring that remote fire-fighting equipment still receives sufficient water.
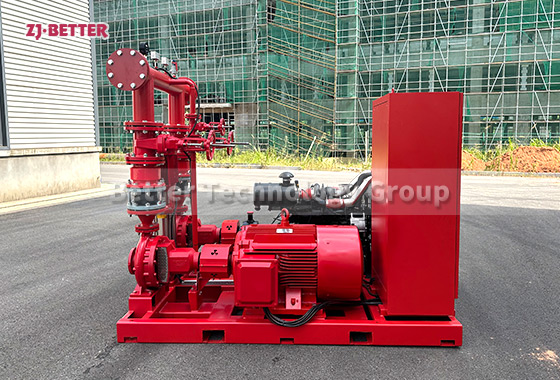
Equipment reliability is one of the most important indicators in the selection process for fire protection engineering. Fire protection systems are usually in a standby state for a long time, but must be able to start reliably in the event of a fire. Therefore, electric centrifugal fire pump units are designed with high-quality motors, wear-resistant bearings, and precision mechanical seals, significantly improving equipment lifespan and operational reliability. The motor has excellent heat dissipation performance and overload capacity, enabling it to maintain stable operation under long-term operating conditions. High-performance bearings reduce mechanical wear and improve the smoothness of equipment operation, while high-quality mechanical seals effectively prevent leakage problems, ensuring the long-term safety and reliability of the equipment. Through rigorous manufacturing processes and quality testing, each unit meets the high reliability requirements of fire protection engineering.
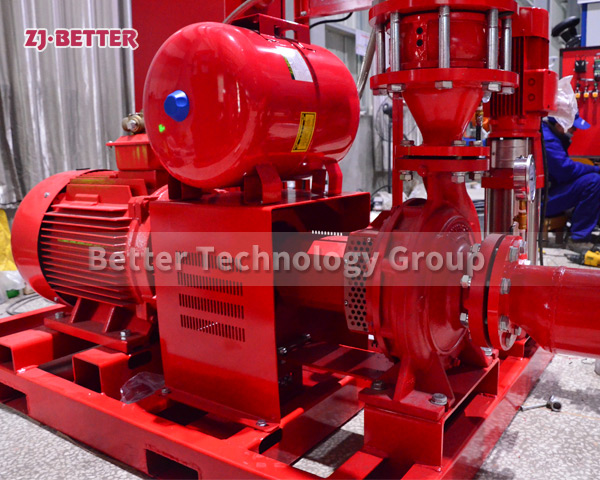
The application of intelligent control systems further enhances the automation level of electric centrifugal fire pump units. Modern fire protection engineering increasingly emphasizes intelligent management and automated control, as traditional manual operation methods are no longer sufficient to meet the demands of modern building management. Electric centrifugal fire pump units are equipped with advanced control cabinets and intelligent monitoring systems, enabling automatic start-up, automatic shutdown, fault alarms, operation monitoring, and remote management. When the fire protection system pressure drops to a set value, the control system automatically starts the fire pump unit, quickly establishing water pressure without manual intervention. After the fire is extinguished, the system automatically stops operating according to pre-set logic. Simultaneously, the control system monitors current, voltage, pressure, flow rate, and equipment operating status in real time, immediately issuing alarm signals upon detecting abnormalities to help managers address faults promptly and reduce system risks.
Energy efficiency is also a significant advantage of modern electric centrifugal fire pump units. Although fire pumps are primarily used for emergency firefighting, their long-term standby operation also requires consideration of energy efficiency. Advanced motor technology and optimized hydraulic design effectively reduce energy consumption and improve overall operating efficiency. In some projects, the equipment can also incorporate frequency converter control technology to automatically adjust operating parameters according to system needs, achieving more precise water supply control. Through reasonable energy management, not only are project operating costs reduced, but this also aligns with the modern trend of green and energy-saving building development. For large industrial parks and commercial complexes, high-efficiency fire pump systems can reduce long-term operating costs while ensuring fire safety, achieving a dual improvement in economic and safety benefits.
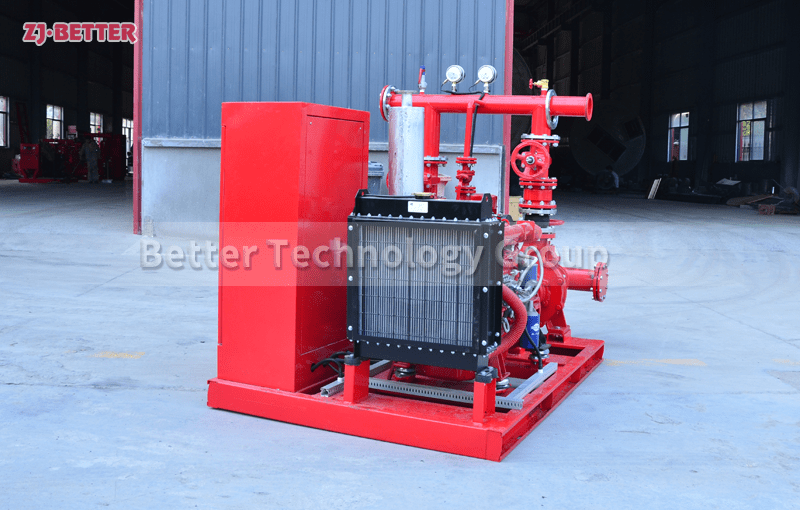
The compact structural design of electric centrifugal fire pump units allows them to adapt to more installation environments. With increasingly scarce land resources and limited space in building equipment rooms, fire protection equipment needs to minimize its footprint while ensuring performance. Electric centrifugal fire pump units adopt an integrated design concept, rationally arranging the pump body, motor, piping, and control system, significantly reducing installation space requirements. The compact structure not only facilitates transportation and installation but also reduces the difficulty of engineering construction. This design advantage is particularly evident for renovation projects and projects with limited space, helping engineering units to complete fire protection system construction more flexibly.
Ease of equipment maintenance is also an important factor for users. Fire protection systems need to be kept in good condition for a long time, making maintenance crucial. Electric centrifugal fire pump units adopt a modular design concept, with a rational layout of key components, facilitating inspection and replacement. Maintenance personnel can quickly complete equipment inspection, lubrication, and parts replacement, significantly reducing maintenance time and costs. Meanwhile, intelligent monitoring systems provide operational data analysis and fault diagnosis information, helping managers to identify potential problems in advance and reduce the probability of sudden failures. Preventative maintenance not only improves equipment reliability but also extends the overall lifespan of the equipment.
From an application perspective, electric centrifugal fire pump units are widely used in various building fire protection systems. In commercial buildings, shopping malls, office buildings, hotels, and exhibition centers require stable and reliable fire water supply systems to ensure the safety of densely populated areas. In the industrial sector, petrochemical companies, power facilities, manufacturing plants, and warehousing and logistics centers have extremely high reliability requirements for fire protection equipment, and electric centrifugal fire pump units can meet the demands for continuous water supply and high-pressure output. In public buildings, hospitals, schools, stadiums, and transportation hubs also rely on high-performance fire pump systems to ensure fire suppression capabilities in emergencies. Furthermore, this equipment plays an irreplaceable and crucial role in residential communities, high-rise buildings, and urban complex projects.
As global fire safety standards continue to rise, fire protection engineering projects are placing increasingly stringent requirements on equipment quality and technical standards. Electric centrifugal fire pump units not only meet current fire safety regulations but can also be customized to meet the specific needs of different projects, including adjustments to flow range, head parameters, control methods, and installation methods. Through flexible configuration options, the equipment can adapt to fire safety standards in different countries and regions, providing reliable solutions for the global market.
In the future, the fire protection industry will continue to develop towards intelligence, digitalization, and efficiency. As a core component of fire water supply systems, electric centrifugal fire pump units will continuously integrate advanced technologies to achieve higher levels of automatic control and remote management capabilities. Through the application of IoT technology, data analytics, and intelligent monitoring platforms, future fire pump systems will be able to achieve 24/7 online monitoring and predictive maintenance, further improving the reliability and management efficiency of fire protection systems.
Overall, electric centrifugal fire pump units, with their high-efficiency water supply performance, stable operation, intelligent control advantages, energy-saving and environmentally friendly characteristics, and wide applicability, have become essential equipment in modern fire protection engineering. Whether in commercial buildings, industrial facilities, or public infrastructure projects, this type of equipment can provide a continuous and stable water supply guarantee for fire protection systems, responding quickly to fire needs in critical moments and building a solid defense for life and property safety. With the continuous advancement of fire protection technology and the sustained growth of market demand, electric centrifugal fire pump units will play an even more important role in the field of fire protection engineering in the future, providing reliable power support for global fire safety.