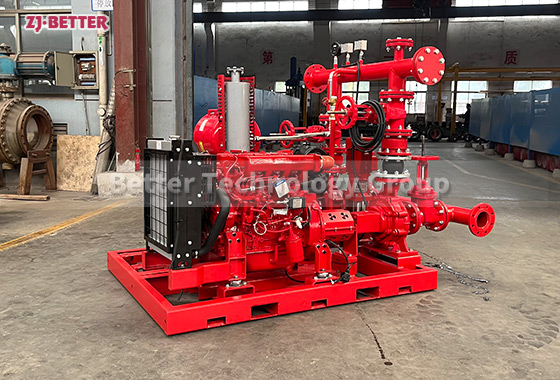
Heavy Base Frame Fire Pump Unit for Durable Industrial Applications
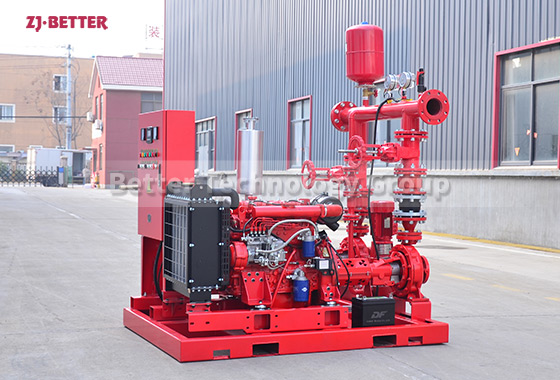
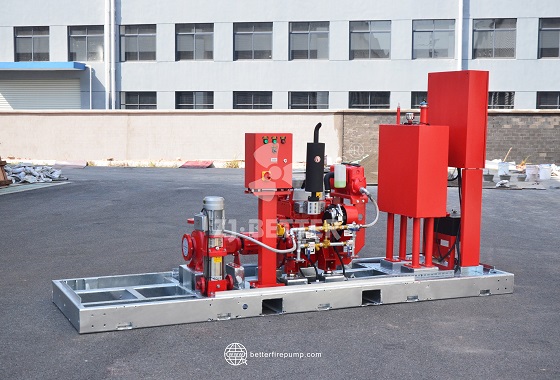
The heavy-duty base fire pump unit features a high-strength structural design and a diesel-driven system, providing a stable and reliable industrial fire water supply solution. Suitable for petrochemical, power generation, and large-scale construction projects, it supports automated control and efficient operation.
In modern industrial fire protection systems, the fire pump unit serves as the core power source; its reliability, stability, and environmental adaptability directly determine the efficiency of emergency response and the level of safety assurance during a fire incident. It is against this backdrop that heavy-duty base fire pump units have emerged—a class of high-performance fire protection equipment specifically designed for complex operating conditions and high-intensity usage environments. These units are widely deployed in critical sectors such as petrochemicals, power generation, large-scale manufacturing, warehousing and logistics hubs, and high-rise buildings. Through reinforced structural design and advanced system integration capabilities, this equipment achieves stable operation even under extreme environmental conditions, thereby providing continuous and reliable firewater support for a wide variety of facilities. Structurally, the heavy-duty base fire pump unit utilizes a high-strength steel base as its core support platform. Welded into a single integral unit, this base exhibits exceptional seismic resistance and load-bearing capacity, ensuring the stability and safety of the equipment’s operation even in environments characterized by significant vibration or complex foundation conditions. Furthermore, the base undergoes anti-corrosion treatment and surface coating processes to effectively withstand moisture, salt spray, and chemical corrosion, thereby extending the equipment’s service life and reducing long-term maintenance costs. Concurrently, the integrated skid-mounted design—which tightly integrates the pump body, diesel engine, control system, and auxiliary piping—significantly reduces on-site installation time, enabling rapid deployment and commissioning; this feature is particularly critical for emergency projects or time-sensitive initiatives. Regarding the power system, these fire pump units are typically equipped with high-performance diesel engines. Acting as an independent power source, these engines can rapidly start up and sustain continuous operation in the event of a utility power outage or electrical system failure, thereby guaranteeing the fire protection system’s water supply capability under any circumstances. The diesel engine is optimized through a precision-matching design to work in highly efficient synergy with the pump body, ensuring robust power output while simultaneously minimizing fuel consumption and enhancing overall operational economy. The starting system supports a dual-mode switch between automatic and manual operation; in the event of a fire, the unit can be automatically triggered by changes in pressure or manually activated via the control panel, thereby substantially enhancing the system’s reliability and operational flexibility. In terms of pump performance, these units predominantly employ a horizontal centrifugal pump configuration, delivering high-head and high-flow output capabilities capable of meeting the diverse requirements of fire protection systems of varying scales. The impeller is manufactured using high-precision machining processes, and its flow channel design has been optimized through fluid dynamics analysis to effectively minimize hydraulic losses and enhance energy efficiency. Simultaneously, this design boosts cavitation resistance, enabling the equipment to operate stably even under low water levels or in complex water source environments. The pump casing is typically constructed from wear-resistant and corrosion-resistant alloy materials, allowing it to adapt to diverse water quality conditions and ensuring that performance remains undiminished throughout long-term operation. The sealing system employs a high-performance mechanical seal structure, effectively preventing leakage issues and safeguarding both equipment integrity and environmental cleanliness. Regarding the control system, the heavy-duty base fire pump unit is equipped with an independent, intelligent control cabinet that enables comprehensive monitoring and management of the equipment’s operational status. The control system monitors key parameters—such as pressure, temperature, rotational speed, and oil levels—in real time; should any anomalies occur, it automatically triggers alarm signals or executes protective measures to prevent equipment damage. Utilizing automated control logic, the system can automatically start when pipeline network pressure drops and execute a delayed shutdown once pressure is restored, thereby enabling unattended operation and significantly enhancing both operational convenience and safety. Furthermore, select systems support remote monitoring capabilities, allowing for data uploading and remote management via network interfaces to provide centralized monitoring solutions for large-scale projects. In terms of safety performance, the fire pump unit is designed with a comprehensive array of protective mechanisms—including overload protection, overheat protection, low oil pressure protection, and overspeed protection—to effectively mitigate risks associated with abnormal equipment operation. Additionally, both the fuel and exhaust systems have undergone optimized design to ensure stable performance during prolonged operation while minimizing environmental impact. The equipment’s overall operational noise levels are maintained within a reasonable range, making it suitable for industrial and urban environments where noise restrictions apply. Regarding application scenarios, the heavy-duty base fire pump unit—distinguished by its robust performance and reliability—is capable of meeting a wide variety of complex operational demands. In the petrochemical industry, it can address high-risk fire suppression requirements within flammable and explosive environments; in the power sector, it provides critical fire protection for power plants and substations; in large-scale warehousing and logistics centers, it facilitates long-distance, wide-area water supply; and in high-rise buildings, it delivers stable, high-pressure water support to ensure that fire suppression systems cover every critical zone. Its flexible configuration options also allow for customization based on specific project requirements—including flow rate, head, control methods, and installation formats—thereby further enhancing its versatility and applicability. In terms of energy conservation and environmental protection, this fire pump unit achieves high-efficiency operation—thereby reducing energy consumption—through optimized power matching and hydraulic design. The diesel engine incorporates advanced combustion technology to minimize exhaust emissions, ensuring compliance with current environmental regulations. Furthermore, the equipment operates with exceptional stability and minimal vibration; this contributes to extending the service life of individual components, reducing the frequency of maintenance and replacement costs, and ultimately enhancing overall economic efficiency. Regarding maintenance and management, the equipment’s structural design prioritizes serviceability, featuring a logical layout of key components and ample access space to facilitate routine inspections and upkeep. Standardized interface designs streamline component replacement, minimizing downtime and enhancing the continuity of system operations. The accompanying operating instructions and maintenance manuals enable users to quickly master the essentials of equipment usage, lowering operational barriers and boosting management efficiency. Through regular maintenance and servicing, the unit remains in optimal operating condition, ensuring it delivers maximum performance precisely when it matters most. Overall, the heavy-duty base fire pump unit—distinguished by its robust and durable structural design, highly efficient and stable operational performance, and intelligent control system—has become an indispensable asset within modern industrial fire protection systems. While ensuring the stability of the fire water supply, it also provides users with a highly efficient, reliable, and cost-effective solution, making it the ideal choice for addressing complex fire safety requirements. As industrialization continues to advance and fire safety standards continue to rise, such high-performance fire pump equipment will play an increasingly vital role in the future market, providing a solid foundation of safety assurance for a wide range of engineering projects.